空气储罐用途文献

 空气储罐设计
空气储罐设计
空气储罐设计
空气储罐设计 设计要求 1、设计题目 :空气储罐的机械设计 2、最高工作压力 :0、8 aMP 3、工作温度 :常温 4、工作介质 :空气 5、全容积 :16 3m 设计参数的选择 : 设计压力 :取 1、1 倍的最高压力 ,0、88MP<1、6 属于低压容器。 筒体几何尺寸确定 :按长径比为 3、6,确定长 L=640000mm,D=1800mm 设计温度取 50 因空气属于无毒无害气体 ,材料取 Q345为低合金钢 ,合金元素含量较少 ,其强度 ,韧性耐腐蚀性 , 低温与高温性能均优于同含量的碳素钢 ,就是压力容器专用钢板 ,主要用于制造低压容器与多 层高压容器! 封头设计 :椭圆形封头就是由半个椭圆球面与短圆筒组成 ,球面与筒体间有直边 段。直边段可以避免封头与与筒体的连接焊缝处出现经向曲率突变 ,以改善曲率 变化平滑连续 ,故应力分布比较均匀 ;且椭圆形封头深度较半球形封头小
 空气储罐焊接工艺卡 (2)
空气储罐焊接工艺卡 (2)
空气储罐焊接工艺卡 (2)
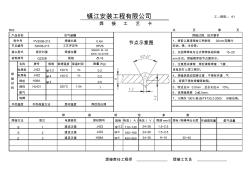
B52 共 页 第 页 名称 牌号 规格 烘烤温度 保温时间 电焊条 J422 φ3.2 150℃ 1h 电焊条 J422 φ4 150℃ 1h 焊丝 H08A φ4 焊剂 HJ431 250℃ 1-2h 氩气 钨棒 规格 电流( A)电压( V) 焊速mm/S 焊丝 /钨棒伸出长度 环缝提前量 氩气流量 φ3.2 110~130 24~26 1.5~2.5 φ4 160~190 24~26 1.5~2.5 φ4 450~550 34~36 9~10 30~40 焊接工艺员焊接责任工程师 3Z 镇江安装工程有限公司 工—焊前— 61 焊 接 工 艺 卡 层次 电源极性 焊材牌号 5、咬边应≤ 0.5mm,且总长应≤ 10%。 7、X探伤 100%按JB/T4730.2-2005 Ⅲ级合格。 J422 J422 空气储罐 0.4m HP26 SMAW-Ⅱ-1G SAW-1G-07/