铠装铠装电缆用钢丝热镀锌生产工艺文献

 铠装电缆用钢丝热镀锌工艺
铠装电缆用钢丝热镀锌工艺
铠装电缆用钢丝热镀锌工艺
介绍了在低碳钢丝倾斜引线热镀锌工艺的基础上,使用垂直引出法生产小直径铠装电缆用热镀锌低碳钢丝的工艺。其流程为:放线─退火─铅浴淬火─水冷─盐酸除锈─水洗─粘助镀剂─烘干─热镀锌─木炭粉抹拭─风冷─水冷─收线。详述了钢丝的热镀锌工艺参数的设定和钢丝镀锌采用垂直引出、木炭粉抹拭的方法。指出了预处理不当对镀层质量的影响。给出了酸洗液、助镀剂的配制方法。通过对镀层缺陷原因的分析,提出预防及解决措施。按该工艺生产出的铠装电缆用低碳钢热镀锌钢丝,完全符合BSEN10257-1:1998标准。
 铠装电缆用钢带
铠装电缆用钢带
铠装电缆用钢带
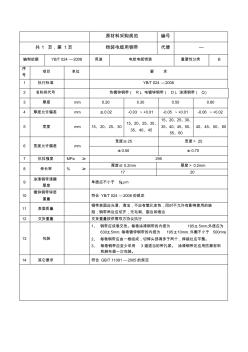
原材料采购规范 编号 共 1 页,第 1页 铠装电缆用钢带 代替 — 编制依据 YB/T 024 —2008 用途 电线电缆铠装 重要性分类 B 序 号 项目 单位 要 求 1 执行标准 YB/T 024 —2008 2 名称和代号 热镀锌钢带( R)、电镀锌钢带( D)、涂漆钢带( Q) 3 厚度 mm 0.20 0.30 0.50 0.80 4 厚度允许偏差 mm ±0.02 -0.03 ~+0.01 -0.05 ~+0.01 -0.06 ~+0.02 5 宽度 mm 15、20、25、30 15、20、25、30、 35、40、45 15、20、25、30、 35、40、45、50、 55、60 40、45、50、60 6 宽度允许偏差 mm 宽度≤ 25 宽度> 25 ±0.50 ± 0.70 7 抗拉强度 MPa ≥ 295 8 伸长率 %