冷焊粘接发展史文献

 焊接的发展史
焊接的发展史
焊接的发展史
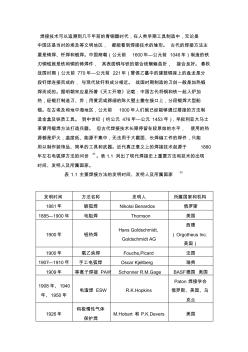
焊接技术可以追溯到几千年前的青铜器时代,在人类早期工具制造中,无论是 中国还是当时的埃及等文明地区, 都能看到焊接技术的雏形。 古代的焊接方法主 要是铸焊、钎焊和锻焊。中国商朝(公元前 1600年—公元前 1046年)制造的铁 刃铜钺就是铁和铜的铸焊件, 其表面铜与铁的熔合线蜿蜒曲折, 接合良好。春秋 战国时期(公元前 770年—公元前 221年)曾侯乙墓中的建鼓铜座上的盘龙是分 段钎焊连接而成的, 与现代软钎料成分相近。 战国时期制造的刀剑一般是加热锻 焊而成的。据明朝宋应星所著《天工开物》记载:中国古代将铜和铁一起入炉加 热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段锻焊大型船 锚。在古埃及和地中海地区,公元前 1000年人们就已经能够通过搭接的方法制 造金盒及铁质工具。 到中世纪(约公元 476年—公元 1453年),早叙利亚大马士 革曾用锻焊方法打造兵器。 但古代焊接
 酒钢发展史
酒钢发展史
酒钢发展史
酒钢的发展史 酒泉钢铁(集团)有限责任公司(简称酒钢集团公司) ,建厂于 1958 年 8 月 1 日,原称 酒泉钢铁公司。在近 50年的发展历程中,曾经曲折磨难,企业名称几经变更。 1958 年建厂初期,确定企业名称为酒泉钢铁公司,规划规模为 400 万吨钢综合生产能 力。 1960 年受自然灾害和国民经济困难的影响,中央决定缓建酒钢。为此, 52000 余名建设 者回调内地,至 1961 年底仅剩 4850 人。此时酒钢已完成建设投资 1.7 亿元。 1962 年冶金 部通知酒钢进一步精简编制,仅留 1000 人看守场地。 1964 年国家决定恢复酒钢建设,建设规模缩减为 150 万吨钢 /年、 110 万吨材 /年综合生 产能力。随国际形势变化, 企业名称改为 “冶金部三九公司” ,之后又改为“西北钢铁公司” , 不久又恢复为三九公司。计划投资 20.7 亿元,计划进度为