零件工序进度法文献

 法兰零件夹具设计1
法兰零件夹具设计1
法兰零件夹具设计1
1 前 言 机械制造工艺课程设计使我们学完了机械制造技术, 机械制造装 备设计,机械制造工艺学等课程,进行了生产实习之后,所进行的一 个重要实践性教学环节。 其主要目的是让学生不所学的工艺理论和实 践知识在实践的工艺, 夹具设计中综合地加以应用, 进而得以加深和 发展,提高学生分析和解决生产实际问题的能力, 为以后搞好毕业设 计和从事工作奠定了一定基础。 通过本次课程设计, 我们在下述方面 可以得以锻炼: 1) 能熟练的运用机械制造工艺学及相关课程的基本理论,以及在生 产实习 中所学到的实践知识, 正确的分析和解决一个零件在加工 中的定位,加紧和工艺路线地合理拟定等问题,从而保证零件制 造的质量,生产率和经济性。 2) 通过夹具的工艺,进一步提高了我们的结构设计能力,你能够根 据被加工零件的加工要求设计出高效省力,既经济合理有能保证 质量的夹具。 3) 进一步提高我们的计算设计制图能力,
 零件测绘实验教程
零件测绘实验教程
零件测绘实验教程
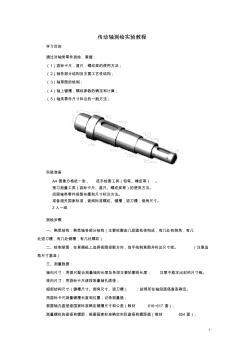
1 传动轴测绘实验教程 学习目的 通过对轴类零件测绘,掌握: (1)游标卡尺,直尺,螺纹规的使用方法; (2)轴各部分结构及主要工艺性结构; (3)轴草图的绘制; (4)轴上键槽,螺纹参数的确定和计算; (5)轴类零件尺寸标注的一般方法; 实验准备 A4 图象方格纸一张, 徒手绘图工具(铅笔、橡皮等) 。 预习测量工具(游标卡尺、直尺、螺纹规等)的使用方法。 回顾轴类零件视图布置和尺寸标注方法。 准备相关国家标准,查阅标准螺纹、键槽,退刀槽,倒角尺寸。 2 人一组 测绘步骤 一、熟悉结构:熟悉轴各部分结构(主要轮廓由几段圆柱体构成,有几处有倒角,有几 处退刀槽,有几处键槽,有几处螺纹) 二、绘制草图:在草稿纸上选择视图投影方向,徒手绘制草图并标出尺寸线。 (注意选 取尺寸基准) 三、测量数据: 轴向尺寸:用直尺配合测量轴的长度及各段主要轮廓的长度; 注意不能注出封闭尺寸链。 径向尺寸:用