立式铣床结构分类文献

 数控立式铣床立柱定位的注胶工艺
数控立式铣床立柱定位的注胶工艺
数控立式铣床立柱定位的注胶工艺
在XK71系列数控床身式铣床生产过程中,采用TS355高精度定位胶注胶工艺替代传统的精加工再刮研的结构连接工艺,不仅有效地解决了立柱与床身精度配合不够稳定,返修工作量大的难题;同时提高了机床的刚性并适当降低了机床的噪声,明显提高了装配质量和工作效率。
 数控铣床和立式加工中心技术规格
数控铣床和立式加工中心技术规格
数控铣床和立式加工中心技术规格
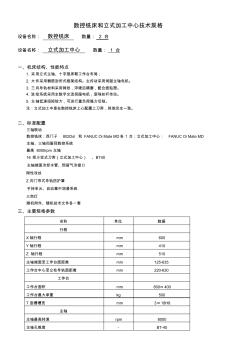
数控铣床和立式加工中心技术规格 设备名称: 数控铣床 数量: 2 台 设备名称: 立式加工中心 数量: 1 台 一、机床结构、性能特点 1. 采用立式主轴、十字型床鞍工作台布局; 2. 大件采用稠筋封闭式框架结构。主传动采用伺服主轴电机。 3. 三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。 4. 进给系统采用全数字交流伺服电机,滚珠丝杆传动。 5. 主轴低速扭矩较大,可进行重负荷强力切削。 注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。 二、标准配置 三轴联动 数控铣床:西门子 802Dsl 和 FANUC Oi Mate MD各 1 台;立式加工中心: FANUC Oi Mate MD 主轴、三轴伺服同数控系统 最高 8000rpm 主轴 16 把斗笠式刀库(立式加工中心) 、BT40 主轴端面冷却水管、预留气冷接口 刚性攻丝 Z 向门帘式导轨防护罩 手持单元、自动集中润