螺旋测微器分为机械式千分尺和电子千分尺两类。①机械式千分尺。如标准外径千分尺.简称千分尺,是利用精密螺纹副原理测长的手携式通用长度测量工具。1848年,法国的J.L.帕尔默取得外径千分尺的专利 。1869年,美国的J.R.布朗和L.夏普等将外径千分尺制成商品,用于测量金属线外径和板材厚度。千分尺的品种很多。改变千分尺测量面形状和尺架等就可以制成不同用途的千分尺,如用于测量内径、螺纹中径、齿轮公法线或深度等的千分尺。②电子千分尺 如数显外径千分尺。也叫数显千分尺,测量系统中应用了光栅测长技术和集成电路等。电子千分尺是20世纪70年代中期出现的,用于外径测量。
分类介绍
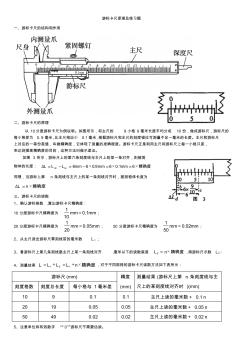
1. 游标读数外径千分尺 用于普通的外径测量
2. 小头外径千分尺 适用于测量钟表精密零件
3. 尖头外径千分尺它的结构特点是两测量面为45°椎体形的尖头。它适用于测量小沟槽,如钻头、直立铣刀、偶数槽丝锥的沟槽直径及钟表齿轮齿根圆直径尺寸等。
4. 壁厚千分尺 特点是有球形测量面和平侧量面及特殊形状的尺架,适用于测量管材壁厚的外径千分尺。
5. 板厚千分尺 板厚千分尺是指具有球形侧量面合平侧两面及特殊形状的尺架,适用于测量板材厚度的外径千分尺。
6. 带测微表头千分尺它的结构特点是,由测微头代替普通外径千分尺的固定测砧。用它对同一尺寸的工件进行分选检查很方便,而且示值比较稳定。测量范围有0-25mm、25-50mm、50-75mm和75-100mm四种。它主要用于尺寸 比较测量。
7. 大平面侧头千分尺其测量面直径比较大(12.5mm),并可以更换,故测量面与被测工件间的压强较小。适用于测量弹性材料或软金属制件,如金属po箔片、橡胶和纸张等的厚度尺寸。
8. 大尺寸千分尺 其特点是可跟换测砧或可调整测杠,这对减少千分尺数量、扩大千分尺的使用范围是有好处的。
9. 翻字式读数外径千分尺 在微分筒上开有小窗口,显示0.1mm读数
10. 电子数字显示式外径千分尺 是指利用电子测量、数字显示及螺旋副原理对尺架上两测量面间分隔的距离进行读数的外径千分尺。
11.薄片式千分尺 测沟槽直径测量
12.盘式千分尺 测正齿和斜齿齿轮的跨齿长度
13.v毡千分尺 奇数丝锥,绞刀外径尺寸测量
14.花键千分尺 齿轮槽径测量
15.卡尺型内径千分尺 小直径 窄槽宽度测量
16.螺纹千分尺 螺纹有效直径测量
-