连铸二次冷却应用与发展文献

 连铸二次冷却水喷头检测系统的研制
连铸二次冷却水喷头检测系统的研制
连铸二次冷却水喷头检测系统的研制
正确控制连铸机冷却水的流量可提高钢坯质量、降低次品率。现场常发生二次冷却水喷头堵塞的问题。由于检查不及时以及检查过程较为困难等,亦常出现由此引发的钢坯质量下降情况,对喷头检测系统的研制解决了这个问题。二次冷却水分为三段,每段共计40个喷头。由于喷水管很细,并且堵塞后内部依然有压力,故检测原件采用的是阿组巴流量计LAY-25,可产生与流量成平方关系的压差。经差压变换器和V/I信号变送器,变换成4-20mA的标准电流信号远传至由单片机AT89C52构成的处理系统中,由该系统进行I/V变换、A/D转换、分析、报警、显示等工作。
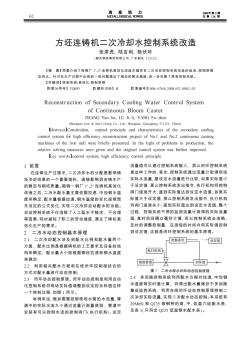 方坯连铸机二次冷却水控制系统改造
方坯连铸机二次冷却水控制系统改造
方坯连铸机二次冷却水控制系统改造
简要介绍了炼钢厂1#、2#连铸机高效化改造关键项目二次冷却控制系统改造的组成、控制原理及特点。针对在生产过程中出现的一些问题提出了相应的解决措施,进一步完善了原有控制系统。

