冷精锻技术基本概况
冷精锻技术的定义
我国加工行业,将正挤压、反挤压、复合冷挤压称为冷挤压,将镦粗加工称为冷镦。国际上将冷挤压和冷镦统称为冷锻。将钢材在室温以上到 800℃的温锻和温挤压加工称为温锻。由于冷锻和温锻的变形机理完全相同,只是加工温度不同,所以又把冷锻和温锻统称为精密锻造。
但从金属学及体积成形角度看,冷精锻的广义概念应为:金属材料在室温下的精密塑性成形。也应包括具有局部渐次成形特征的回转锻造(摆动辗压、滚轧、径向锻造等)。
冷精锻相关技术
(1)原材料 适合塑性好强度低的金属材料,以低合金结构钢为主(20C r 、20C r M o 、20CrMnTi)以及铝、铜及其合金。
(2)坯料润滑 黑色金属冷精锻坯料的润滑仍延用磷皂化处理,尽管国内外不断尝试其他处理方法,但目前尚未有更好的方法取而代之。高分子润滑剂用于黑色金属坯料的表面处理有较好的润滑效果,处理过程简单,但主要成分为石墨,对精锻及后续加工场地污染较大,适合开发试制产品时使用。
有色金属冷精锻坯料的润滑依不同材料而异,且同种材料可选择多种润滑方法,如用动、植物油润滑,精锻件应及时清洗,否则很快变质形成污染。
冷精锻技术的发展沿革
冷精锻技术应用前景
发达国家每辆轿车上的冷精锻件已超过50kg、70多个品种,包括十字轴、花键轴、圆柱齿轮、伞齿轮、等速传动轴、内星轮、钟形壳、三叉轴、内花键齿套、同步齿环等零件(不含标准件和紧固件)。而我国每辆轿车上的冷精锻件只有约20kg,相对于每年近2 000万辆的汽车产量,巨大的市场刚性需求决定了我国的冷精锻产品无论是品种上还是数量上都具有广阔的发展空间。图1是日本轿车精锻件的每车用量和投产年份。
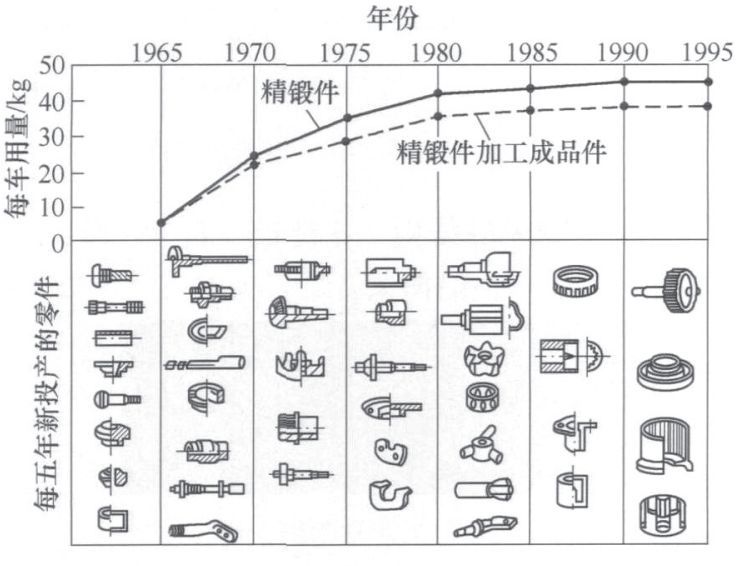
图1 日本轿车精锻件的每车用量和投产年份
冷精锻技术在我国的发展历程
冷精锻技术在我国规模化生产应用大致经历了三次发展历程:
(1)第一次发展 在20世纪60~70年代以上海交大为主,将冷精锻技术首次在我国工程化应用(主要为冷挤压),生产缝纫机、自行车、手表等零件及少量汽车零件。我国最早批量化生产的汽车冷锻件为发动机的活塞销、球头销及球座等,形状较简单(横截面为圆形)。冷锻工艺技术水平与国外先进水平差距很大。该时期我国的现代汽车产业尚未起步,但为自行车大国,已能用冷锻工艺批量生产自行车花盘、中轴、固定碗、调节碗等零件。
(2)第二次发展 在20世纪80~90年代以兵器工业第五九研究所(原六二所)、大丰自行车飞轮厂(现江苏森威精锻有限公司)、重庆华江机械厂等单位为主,应用挤压、摆辗、滚轧、精冲等精密塑性成形工艺规模化生产摩托车、汽车齿类零件。该时期是我国摩托车产业高速发展时期,产量很快超过千万辆,零部件的国产化要求,促成了相关冷精锻产品的大批量生产,最典型的冷精锻件为变速器中的主副轴及组合齿轮、反冲启动器中的端面齿棘轮及启动轴。这几种齿类冷精锻件应该是目前国内生产数量最大的冷锻产品
(3)第三次发展 在20世纪90年代末至今,我国现代汽车产业迅猛发展,产量猛增,促进了零部件企业工艺技术及工艺装备的同步提升,国内数家知名的精锻企业以江、浙、沪数家精锻公司(如江苏太平洋精锻科技有限公司、江苏飞船股份有限公司、江苏森威精锻有限公司、上海耐铁福传动轴有限公司)为主,大量引进国外先进装备及生产线,应用闭塞锻造、分流锻造、热(温)精锻+冷精整组合成形、流动控制成形(FCF)等先进工艺规模化生产汽车用复杂形状零件,如钟形壳、三销套、三叉轴、十字轴、内星轮、同步齿环等,使目前我国的精锻技术水平已接近或部分达到国外先进水平。
冷精锻产品
目前我国已工程化大批量生产的冷锻产品主要为车辆上的传动件,年产量上100万件的产品大致如附表所示。
我国工程化大批量生产的冷锻产品一览表

冷精锻生产
冷精锻技术用于生产以来,形成了三种生产模式。
(1)第一阶段称为分序冷精锻 用多台压机、多副模具进行多次成形,常需中间退火及润滑。这种模式工序长,使用设备多,占地面积大。现仍为国内普遍存在的模式。但该模式灵活性及适应能力强,适合中、小批量生产。
(2)第二阶段称为多工位冷精锻 将分序冷精锻成形时在多台压机上的模具集中到一台压机上,工位之间用机械手传递。这样一个冲程就能加工出一个零件。这就大大提高了效率,减少了设备台数和占地面积。工序间不用退火处理。润滑靠喷挤压油来解决。但一次性设备投资大,现国内少数企业采用,适合大批量或超大批量生产。
(3)第三阶段称为单工位多动作冷精锻 用一模具台压机、一副模具,在一个工位上,一次冲程中产生多个动作,将复杂制件一次精锻成形。如闭塞锻(复动化锻造)、多轴挤压机成形等,使综合效益明显提高。现国内少数企业采用。像极爪这样复杂的制件,原要经3~4次成形,而用该技术可一次成形。
节选于《金属加工》杂志
作者:聂兰启,山东红旗机电有限公司