选择特殊符号
选择搜索类型
请输入搜索
出版社: 金盾出版社; 第1版 (2004年12月1日)
丛书名: 职业技能培训丛书
ISBN: 750823359X
条形码: 9787508233598
产品尺寸及重量: 20 x 13.8 x 1.8 cm ; 340 g
ASIN: B0011AY0MM
第一章 机械识图
第一节 正投影图
第二节 机件的表达方法
第三节 通用零件的规定画法
第四节 公差、配合和表面粗糙度
第五节 零件图的识读
第六节 简单装配图的识读
第二章 常用金属材料与钢的热处理
第一节 金属材料的性能
第二节 钢的分类
第三节 常用有色金属材料
第四节 钢的热处理
第五节 常用热处理设备与材料
第三章 电工基础知识
第一节 直流电路
第二节 电磁感应
第三节 三相交流电
第四节 焊接变压器与直流电焊机
第五节 电流表与电压表
第六节 安全用电常识
第四章 冷作工计算基础
第一节 几何作图
第二节 金属结构件的质量计算
第五章 冷作工常用工具与设备
第一节 冷作工常用工具
第二节 冷作工常用量具的使用
第三节 冷作工常用设备
第六章 冷作放样、展开与备料
第一节 冷作放样
第二节 冷作展开
第三节 冷作样板
第四节 冲剪下料
第五节 气割下料
第七章 钢材的矫正
第一节 概述
第二节 手工矫正
第三节 机械矫正
第四节 火焰矫正
第八章 钣料的弯曲成形与咬缝
第一节 薄钣手工弯曲成形
第二节 咬缝与制筋
第三节 钣料的弯曲
第九章 冷作构件的装配
第一节 装配的基础知识
第二节 冷作结构件图样的识读
第三节 装配的基本方法
第四节 典型结构件的装配
第十章 钢制构件的焊接
第一节 手工电弧焊
第二节 二氧化碳气体保护焊
第三节 手工氩弧焊简介
第四节 气焊与气割
第五节 钎焊
第十一章 铆接、胀接与螺纹连接
第一节 铆接
第二节 胀接
第三节 螺纹连接
第十二章 钳工基本知识和技能
第一节 划线
第二节 錾削
第三节 锯割与锉削
第四节 钻孔、攻丝与套丝
附录Ⅰ 关于颁发《国家职业技能鉴定规范维修电工等五工种》的通知
附录Ⅱ 国家职业标准《冷作钣金工》
租售状态: 出售开 发 商: 北京天亚物业开发有限公司投 资 商: ----占地面积: 11800.00平方米总建筑面积: 100000.00平方米详细信息售 楼 处: 北京市朝阳区光华路嘉裹中心饭店...
海棱香木,一种药用植物,有毒。最早载于中医著作《素问》及《难经》中。据载,此物原产于西牛贺州(佛教地名),每逢盛夏时节,香木中就会渗出白色乳状液体。当地人将液体晒干后磨制成白色粉末。这种白色粉末燃烧有...
渗水砖:也叫透水砖、荷兰砖等,属于绿色环保新型建材,原材料多采用水泥、砂、矿渣、粉煤灰等环保材料为主高压成形,不可为高温烧制;整砖为一次性压缩而成,不得分层压制,形成上下一致不分层的同质砖。表面无龟裂...

 客户基本信息表
客户基本信息表
客户基本信息表
客户基本信息表 申请人 性 别 年 龄 职 业 学 历 户籍所在地 身份证号码 婚姻状况 现住址 手机号 家庭电话 工作单位 工作年限 职 务 单位地址 电 话 收 入 近年主要工 作履历 家庭情况 配偶姓名 身份证号 工作单位 单位电话 收 入 家庭电话 子女情况 无 其他联系人 姓 名 关 系 手机(必须) 其他联系人 姓 名 关 系 手机(必须) 其他联系人 姓 名 关 系 手机(必须) 个人资产 情 况 房 产 房产名称 产权性质 登记价 产权状态 目前净值 汽 车 品牌型号 购买价格 使用年限 行驶证号 驾驶证号 现住房状态 父母同住 出租 自住 租金 贷款产品 类 别 (顾问) 房 贷:期望额度 ________期望分期时间 ________。 车 贷:期望额度 ________期望分期时间 ________。 工资贷:期望额度 ________期望分期时间 ________。
 投标保函基本信息
投标保函基本信息
投标保函基本信息
第 1 页 共 3 页 投标保函基本信息 特 征码 标签 特征码 ] 投标保函是指在招标投标中招标人为保证投标人不得撤销投标文 件、中标后不得无正当理由不与招标人订立合同等, 要求投标人在提 交投标文件时一并提交的一般由银行出具的书面担保。 我们就来和大 家简单说一说投标保函基本信息。 担保银行的责任是:当投标人在投标有效期内撤销投标,或者中 标后不能同业主订立合同或不能提供履约保函时, 担保银行就自己负 责付款。菲迪克(FIDIC)条款中,投标保证金又译作 TENDERSECURITY. 投标保函是指在投标中,招标人为防止中标者不签定合同而使其 遭受损失,要求投标人提供的银行保函, 以保证投标人履行招标文件 所规定的义务: 第 2 页 共 3 页 1、在标书规定的期限内,投标人投标后,不得修改原报价、不得 中途撤标; 2、投标人中标后, 必须与招标人签定合同并在规定的时间内提供 银行
水蓄冷技术利用峰谷电价差,在低谷电价时段将冷量存储在水中,在白天用电高峰时段使用储存的低温冷冻水提供空调用冷。当空调使用时间与非空调使用时间和电网高峰和低谷同步时,就可以将电网高峰时间的空调用电量转移至电网低谷时使用,达到节约电费的目的。目前使用最成熟和有效的蓄冷方式是自然分层。
《空冷技术研究(2010年度)》内容简介:为了对大型电站空冷系统的最新技术和发展方向进行全面的介绍,进一步提高大型电厂直接空冷成套设备自主创新及研发能力,哈尔滨空调股份有限公司暨国家电站空冷系统研发中心根据广大空冷设备用户的需求,结合2010年度研究成果,编写了《空冷技术研究(2010年度)》一书。
《空冷技术研究(2010年度)》共分为8章,内容涵盖了空冷凝汽器外部流场的研究,直接空冷风机桥架振动特性的分析,钢结构干式自然通风冷却塔研究、空冷电厂厂用电系统谐波分析及仿真研究、空冷凝汽器功能描述,讲述了空冷凝汽器钢结构、排气管道施工及验收概要,并密切关注低碳产业建设的进展,对生物柴油的研究和应用进行了技术经济分析。
《空冷技术研究(2010年度)》为相关行业人员提供了可资借鉴的内容。
冷精锻技术基本概况
冷精锻技术的定义
我国加工行业,将正挤压、反挤压、复合冷挤压称为冷挤压,将镦粗加工称为冷镦。国际上将冷挤压和冷镦统称为冷锻。将钢材在室温以上到 800℃的温锻和温挤压加工称为温锻。由于冷锻和温锻的变形机理完全相同,只是加工温度不同,所以又把冷锻和温锻统称为精密锻造。
但从金属学及体积成形角度看,冷精锻的广义概念应为:金属材料在室温下的精密塑性成形。也应包括具有局部渐次成形特征的回转锻造(摆动辗压、滚轧、径向锻造等)。
冷精锻相关技术
(1)原材料 适合塑性好强度低的金属材料,以低合金结构钢为主(20C r 、20C r M o 、20CrMnTi)以及铝、铜及其合金。
(2)坯料润滑 黑色金属冷精锻坯料的润滑仍延用磷皂化处理,尽管国内外不断尝试其他处理方法,但目前尚未有更好的方法取而代之。高分子润滑剂用于黑色金属坯料的表面处理有较好的润滑效果,处理过程简单,但主要成分为石墨,对精锻及后续加工场地污染较大,适合开发试制产品时使用。
有色金属冷精锻坯料的润滑依不同材料而异,且同种材料可选择多种润滑方法,如用动、植物油润滑,精锻件应及时清洗,否则很快变质形成污染。
冷精锻技术的发展沿革
冷精锻技术应用前景
发达国家每辆轿车上的冷精锻件已超过50kg、70多个品种,包括十字轴、花键轴、圆柱齿轮、伞齿轮、等速传动轴、内星轮、钟形壳、三叉轴、内花键齿套、同步齿环等零件(不含标准件和紧固件)。而我国每辆轿车上的冷精锻件只有约20kg,相对于每年近2 000万辆的汽车产量,巨大的市场刚性需求决定了我国的冷精锻产品无论是品种上还是数量上都具有广阔的发展空间。图1是日本轿车精锻件的每车用量和投产年份。
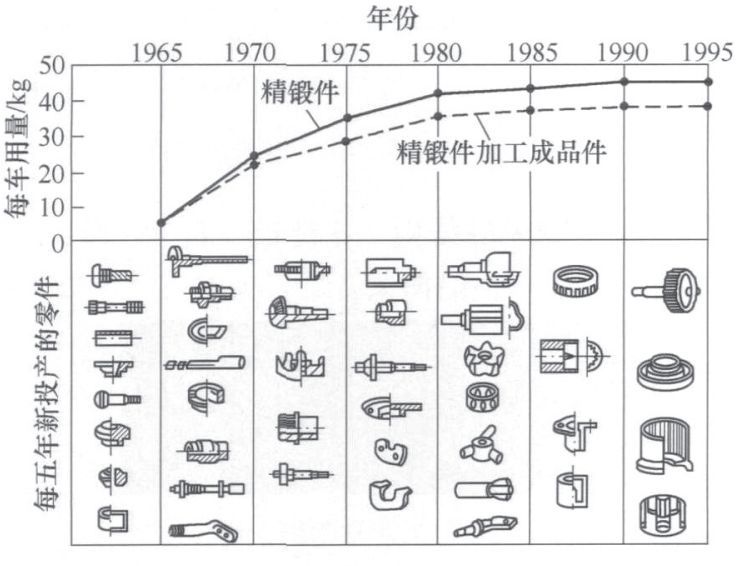
图1 日本轿车精锻件的每车用量和投产年份
冷精锻技术在我国的发展历程
冷精锻技术在我国规模化生产应用大致经历了三次发展历程:
(1)第一次发展 在20世纪60~70年代以上海交大为主,将冷精锻技术首次在我国工程化应用(主要为冷挤压),生产缝纫机、自行车、手表等零件及少量汽车零件。我国最早批量化生产的汽车冷锻件为发动机的活塞销、球头销及球座等,形状较简单(横截面为圆形)。冷锻工艺技术水平与国外先进水平差距很大。该时期我国的现代汽车产业尚未起步,但为自行车大国,已能用冷锻工艺批量生产自行车花盘、中轴、固定碗、调节碗等零件。
(2)第二次发展 在20世纪80~90年代以兵器工业第五九研究所(原六二所)、大丰自行车飞轮厂(现江苏森威精锻有限公司)、重庆华江机械厂等单位为主,应用挤压、摆辗、滚轧、精冲等精密塑性成形工艺规模化生产摩托车、汽车齿类零件。该时期是我国摩托车产业高速发展时期,产量很快超过千万辆,零部件的国产化要求,促成了相关冷精锻产品的大批量生产,最典型的冷精锻件为变速器中的主副轴及组合齿轮、反冲启动器中的端面齿棘轮及启动轴。这几种齿类冷精锻件应该是目前国内生产数量最大的冷锻产品
(3)第三次发展 在20世纪90年代末至今,我国现代汽车产业迅猛发展,产量猛增,促进了零部件企业工艺技术及工艺装备的同步提升,国内数家知名的精锻企业以江、浙、沪数家精锻公司(如江苏太平洋精锻科技有限公司、江苏飞船股份有限公司、江苏森威精锻有限公司、上海耐铁福传动轴有限公司)为主,大量引进国外先进装备及生产线,应用闭塞锻造、分流锻造、热(温)精锻+冷精整组合成形、流动控制成形(FCF)等先进工艺规模化生产汽车用复杂形状零件,如钟形壳、三销套、三叉轴、十字轴、内星轮、同步齿环等,使目前我国的精锻技术水平已接近或部分达到国外先进水平。
冷精锻产品
目前我国已工程化大批量生产的冷锻产品主要为车辆上的传动件,年产量上100万件的产品大致如附表所示。
我国工程化大批量生产的冷锻产品一览表

冷精锻生产
冷精锻技术用于生产以来,形成了三种生产模式。
(1)第一阶段称为分序冷精锻 用多台压机、多副模具进行多次成形,常需中间退火及润滑。这种模式工序长,使用设备多,占地面积大。现仍为国内普遍存在的模式。但该模式灵活性及适应能力强,适合中、小批量生产。
(2)第二阶段称为多工位冷精锻 将分序冷精锻成形时在多台压机上的模具集中到一台压机上,工位之间用机械手传递。这样一个冲程就能加工出一个零件。这就大大提高了效率,减少了设备台数和占地面积。工序间不用退火处理。润滑靠喷挤压油来解决。但一次性设备投资大,现国内少数企业采用,适合大批量或超大批量生产。
(3)第三阶段称为单工位多动作冷精锻 用一模具台压机、一副模具,在一个工位上,一次冲程中产生多个动作,将复杂制件一次精锻成形。如闭塞锻(复动化锻造)、多轴挤压机成形等,使综合效益明显提高。现国内少数企业采用。像极爪这样复杂的制件,原要经3~4次成形,而用该技术可一次成形。
节选于《金属加工》杂志
作者:聂兰启,山东红旗机电有限公司