连铸坯直接热装轧制文献

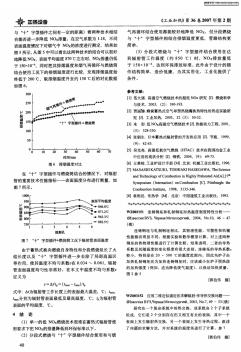
 电炉钢钢轨连铸坯轧制前加热温度制度的选择
电炉钢钢轨连铸坯轧制前加热温度制度的选择
电炉钢钢轨连铸坯轧制前加热温度制度的选择
维普资讯 http://www.cqvip.com
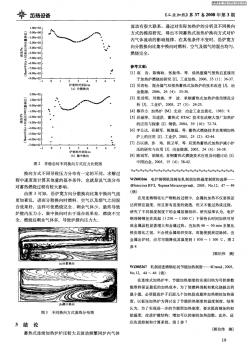
 连铸钢坯和轧制钢坯加热温度制度特性分析
连铸钢坯和轧制钢坯加热温度制度特性分析
连铸钢坯和轧制钢坯加热温度制度特性分析
维普资讯 http://www.cqvip.com