出版时间: 2010-6-1
I S B N : 9787111301400
定 价: ¥25.00
-

选择特殊符号
选择搜索类型
请输入搜索
砂轮
砂轮的构成
磨粒的种类
粒度
硬度
结合剂
组织
砂轮的制造过程
形状和大小
表示方法
准备与安全
砂轮的使用
法兰盘的安装
砂轮的平衡
外圆磨床和平面磨床砂轮的安装
内圆磨床砂轮的安装
安全规程
磨床的使用
磨削液
磨削条件
研磨、磨削与切削
砂轮的磨削原理
砂轮的圆周速度
工件的圆周速度
背吃刀量
进给量
堵塞、磨钝、脱落
修整器
修整
磨削烧伤
磨削裂纹
自激振动
磨削缺陷
进给条纹
精加工面
磨削常用金属材料时砂轮的选择原则
工件材料
磨削加工
特殊磨削2100433B
磨削是高精度加工,一般认为磨削精度与磨床的性能相关。但是,要用高精度的机械设备加工出更好的产品,还需要一定的操作技能。
本书可供磨工或机械加工工人入门培训使用。
出版时间: 2010-6-1
I S B N : 9787111301400
定 价: ¥25.00
第2版前言第1版前言第1章 土方工程1.1 土的分类与工程性质1.2 场地平整、土方量计算与土方调配1.3 基坑土方开挖准备与降排水1.4 基坑边坡与坑壁支护1.5 土方工程的机械化施工复习思考题第2...
第一篇 综合篇第一章 绿色建筑的理念与实践第二章 绿色建筑评价标识总体情况第三章 发挥“资源”优势,推进绿色建筑发展第四章 绿色建筑委员会国际合作情况第五章 上海世博会园区生态规划设计的研究与实践第六...
前言第一章 现代设计和现代设计教育现代设计的发展现代设计教育第二章 现代设计的萌芽与“工艺美术”运动工业革命初期的设计发展状况英国“工艺美术”运动第三章 “新艺术”运动“新艺术”运动的背景法国的“新艺...

 电厂图书目录
电厂图书目录
电厂图书目录
柜号 序号 G1 1 G1 2 G1 3 G2 4 G2 5 G2 6 G2 7 G2 8 G2 9 G1 10 G2 11 G2 12 G2 13 G2 14 G1 15 G1 16 G1 17 G2 18 G2 19 G2 20 G1 21 G3 22 G3 23 G3 24 G3 25 G3 26 G3 27 G1 28 G1 29 G3 30 G3 31 G2 32 G2 33 G2 34 G2 35 G2 36 G2 37 G2 38 下右 39 下右 40 下右 41 下右 42 下右 43 下右 44 下右 45 下右 46 下右 47 下右 48 下右 49 下右 50 下右 51 下右 52 下右 53 下左 54 下左 55 下左 56 下左 57 下左 58 下左 59 下左 60 下左 61 下左 62 下左 63 下左 64 下左 65 下左 66 下左 67 下
 工程常用图书目录
工程常用图书目录
工程常用图书目录
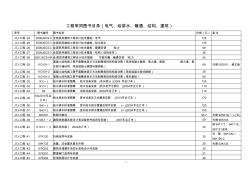
1 工程常用图书目录(电气、给排水、暖通、结构、建筑) 序号 图书编号 图书名称 价格(元) 备注 JTJ-工程 -24 2009JSCS-5 全国民用建筑工程设计技术措施-电气 128 JTJ-工程 -25 2009JSCS-3 全国民用建筑工程设计技术措施-给水排水 136 JTJ-工程 -26 2009JSCS-4 全国民用建筑工程设计技术措施-暖通空调 ?动力 98 JTJ-工程 -27 2009JSCS-2 全国民用建筑工程设计技术措施-结构(结构体系) 48 JTJ-工程 -28 2007JSCS-KR 全国民用建筑工程设计技术措施 节能专篇-暖通空调 ?动力 54 JTJ-工程 -29 11G101-1 混凝土结构施工图平面整体表示方法制图规则和构造详图(现浇混凝土框架、剪力墙、框架 -剪力墙、框 支剪力墙结构、现浇混凝土楼面与屋面板) 69 代替 00G101
工具磨床操作规程是怎样的?工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。很多的车间都有用到工具磨床,在使用的时候我们一定要注意安全,掌握正确的操作流程也能提高工作效率,这里就简单的为您介绍一下工具磨床操作规程。
一、检查工具磨床启动前润滑机床各部位机械传动是否正常,开关按钮是否可靠,确保砂轮完好无破损。
二、以点动方式启动砂轮到正常加工速度,空转五分钟。
三、安装砂轮时应注意
安装前检查砂轮外型是否完整,轻敲砂轮应听到清脆声,确保砂轮完好无破损,夹持砂轮部位要垫上石棉垫,夹紧后进行首次平衡,装机修整后再次平衡,新砂轮需空转五分钟。
四、砂轮禁止超速运行,不得大于警告速度。
五、合理选择磨削量,严禁超负荷磨削。
六、磨削前应检查工件是否吸牢或装夹牢固,装夹高工件及底部面积较小的工件时要用挡块靠住或专用夹具装夹,以防发生故障。
七、开机时砂轮旋转的正前方位置不准站人,防止砂轮破碎飞出或工件打飞。
八、工作结束,机床擦干净,切断电源,零件摆放整齐,工作场地保持清洁。


磨床操作工安全须知
1:由于磨床砂轮质量不良、保管不善、规格型号选择不当、安装出现偏心,或给进速度过大等原因,磨削时可能造成砂轮的碎裂,从而导致磨床操作工遭受严重的伤害。
2:磨床研磨时的切削深度很小,在一次行程中所能切除的金属层很薄。当磨削加工时,从砂轮上飞出大量细的磨屑,而从工件上飞溅出大量的金属屑。磨屑和金属屑都会使操作者的眼部遭受危害,尘未吸入肺部也会对磨床操作工产生身体有害。
3:磨床研磨加工时产生的噪音最高可达110dB以上,如不采取有效的降低噪声措施,也会影响磨床操作工身体健康。
4:在靠近转动的磨床砂轮进行手工操作时,如磨工具、清洁工件或砂轮修正方法不正确时,磨床操作工的手可能碰到砂轮或磨床的其他运动部件而受到伤害。
1.操作人员经考试合格取得操作证,方准进行操作,操作者应熟悉本机的性能、结构等,并要遵守安全和交接班制度。
2.操作者必须根据强力磨床说明书的要求,详细了解并熟记各润滑部位,润滑方法及润滑油的种类、牌号,按磨床润滑图表的规定,进行给油保养。
3.开工前,应按规定穿戴好防护用品,对照交接班记录薄,对磨床各部位进行详细检查,发现问题应及时逐级报告,异状未经排除不得开车工作。
4.开工前应对强力磨床下列部位进行检查:
(1)砂轮架油池中的油量是否达到了规定的油面高度。
(2)调整皮带松紧度是否合适。
(3)摇动手轮、工作台、砂轮架的往复运动是否良好。
(4)砂轮防护罩和砂轮要装卡牢固,位置正确、工作台导轨挡尘毡应接触严密。
(5)检查电气系统(电动机、配电箱、安全灯、导线、接地线)是否良好,周围环境是否清洁、无短路。
(6)检查各润滑部位、各滑动面及传动系统,注入润滑油。
(7)接通电源,顺次启动油泵、砂轮架、床头架的电动机,注意运转状态。发现异状、异音,应立即关闭电源,经检查处理后方准开车。
(8)开动磨床,空转2~3min,查看各部动作是否正常。如有机构失灵,轴承过热,油压不够,砂轮摆动,工作台运动不平稳等不正常情况,应停车切断电源,采取措施处理,严禁使用者超越自检自修范围自行拆卸处理。
(9)检查冷却泵的电机运转是否正常,冷却液是否畅通。
(10)装卡砂轮时,砂轮和压板间应垫以0.5~1.Omm的纸垫,必须用专用扳手,均匀用力紧固,不许用加长管子紧固,以免使砂轮胀裂。
(11)砂轮装好后应空载运转5min,操作者应避开正面,确认砂轮运转正常后,方准使用。
5.工件的装卡必须符合规定。对因故中断加工的工件,必须确认状态良好后,方准开车工作。
6.加工工件时,必须事先清除工件上的油垢、黑污及灰尘等;根据加工件的材质合理选用砂轮和磨削量,严禁磨能工件毛坯。\r7.装卡和测量工件时,必须使砂轮退离工件和停车。工件与砂轮未离开时,不得中途停车。砂轮在接近工件时,不准用机动送给。
8.工作时,禁止操作者离开磨床或托人代管。如因停电或其他原因必须离开时,应将砂轮离开工件后停车。重新开动磨床时,应确认各部无异状后方准开车。
9.磨床工作时应注意各传动部分状态,如油温和油压是否正常,冷却液是否畅通准确地浇到工件上,油泵与电机的温度是否正常,有否异状、异音,各操作手柄是否位置正确,各紧固部件有否松动移位等。
10.禁止在工作台面与油漆表面放置金属物品。
11.禁止在工作台面及床体上敲打、拆装、校直工件。
12.磨床发生事故后,应保持现场,切断电源,迅速报告,妥善处理。
13.工作完毕后,应将砂轮退离工件,切断总电源,各手柄放置在空位上,恢复磨床正常状态,做好日常保养。
14.认真填写交接班记录簿等有关记录。