木工硬质合金单片指接铣刀文献

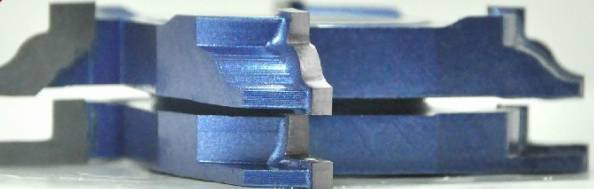
 木工单片指接铣刀设计
木工单片指接铣刀设计
木工单片指接铣刀设计
在人们对家具档次要求越来越高的今天,实木家具以其无可替代的优势占据着家具市场的高端领域,然而天然林木资源的紧缺严重制约着实木家具的原料来源。为了节约材料,同时又要满足家具对大块木料的特殊要求,目前的实木家具大多采用拼接材料,而拼接的方式,又大多采用指接法,因为指接法具有加工拼接容易,互换性好,拼接牢固,成本低的明显优势。见图1
 φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
维普资讯 http://www.cqvip.com