选择特殊符号
选择搜索类型
请输入搜索

埋弧焊机由焊接电源、焊接机头和辅助设备构成。其电源可以使用交流、直流或交直流并用。埋弧焊设备由电源、控制电缆、小车三部分组成。每部分都十分重要,只有配合得很好才能充分发挥埋弧焊的优势 。
电源的要求电源分交流和直流。直流电源有磁放大器式,晶闸管式和逆变式。由于晶闸管式体积适中,效率高,运行可靠,价格低廉,广泛被采用。直流电源的特点:电弧稳定,采用反极性联接,熔深较大,成型美观。
控制电缆埋弧焊长期处在运动之中,电缆长期弯曲,容易损坏。电缆的质量特别重要,电缆与插头的焊接一定要可靠。由于电缆内部断线造成设备不能工作的例子已经举不胜举,应该引起广大使用者的注意。
小车(焊车)小车是由电气控制箱和电机、机械传动装置组成。小车工作平稳,可靠。
埋弧焊机分为自动焊机和半自动焊机两大类。
半自动埋弧焊机是由焊接小车、埋弧焊机组成,焊接小车可以前后行走,速度可调。 半自动埋弧焊机的主要功能是:
(1)将焊丝通过导丝管连续不断地送入电弧区;
(2)传输焊接电流;
(3)控制焊接起动和停止;
(4)向焊接区铺施焊剂。
因此它主要由送丝机构、控制箱、带软管的焊接手把及焊接电源组成。半自动埋弧焊机兼有自动埋弧焊的优点及手工电弧焊的机动性。在难以实现自动焊的工件上(例如中心线不规则的焊缝、短焊缝、施焊空间狭小的工件等),可用这种焊机进行焊接。
自动埋弧焊机是由埋弧焊机,辅助设备组成,可以达到自动焊接,
|
|
|
自动埋弧焊机的主要功能是:
(1)连续不断地向焊接区送进焊丝;
(2)传输焊接电流;
(3)使电弧沿接缝移动;
(4)控制电弧的主要参数;
(5)控制焊接的起动与停止;
(6)向焊接区铺施焊剂;
(7)焊接前调节焊丝端位置。
自动埋弧焊机按照工作需要,做成不同的形式。常见的有:焊车式、悬挂式、机床式、悬臂式、门架式等。

《埋弧焊机》是2004年1月1日实施的一项中国国家标准。
由TC70(全国电焊机标准化技术委员会)归口上报及执行 ,主管部门为中国电器工业协会。
主要起草单位:南通三九焊接设备有限公司 。
标准号:GB/T 13164-2003
发布日期:2003-06-05
实施日期:2004-01-01
全部代替标准:GB/T 13164-1991
标准类别:产品
中国标准分类号:J64
国际标准分类号:25.160.30
归口单位:全国电焊机标准化技术委员会
执行单位:全国电焊机标准化技术委员会主管部门中国电器工业协会 2100433B
焊接电源采用双反星形晶闸管整流,输出功率大,100%暂载率触发时序功能采用厚膜电路,且主、控回路光电隔离,电路简化,可靠性高送丝电机双反馈控制,输出力矩大且平稳行走小车机械调节方便,行走稳定,适用多种...
作业前,应检查减速箱油槽中的润滑油,不足时应添加。作业时,应及时排走焊接中产生的有害气体,在通风不良的室内或容器内作业时,应安装通风设备。
什么叫交流弧焊机、半自动焊机、直流弧焊机、自动埋弧焊机、逆变交直流氩弧焊机?
http://www.keyou.com.cn/yeNewsInfo.asp?id=80具体自己慢慢看。http://www.newmaker.com/disp_art/105/5229.html
埋弧焊机是ESAB众多焊接产品之一, 伊萨(ESAB)有100多年的历史, 是全球焊接与切割设备及材料制造的的领军企业之一。2005年7月 ,伊萨在中国正式注册成立上海贸易公司,并由此陆续开始在中国投资设厂。截止目前,伊萨已在中国张家港、上海、烟台、无锡等地建立了5家工厂,其范围涉及焊机、焊材、自动化以及切割机等,重点发展行业包括能源、工程机械、运输、造船与海洋平台等。
埋弧焊电源可以用交流(弧焊变压器)、直流(弧焊发电机或弧焊整流器)或交直流并用。要根据具体的应用条件,如焊接电流范围、单丝焊或多丝焊、焊接速度、焊剂类型等选用。
一般直流电源用于小电流范围、快速引弧、短焊缝、高速焊接,所采用焊剂的稳弧性较差及对焊接工艺参数稳定性有较高要求的场合。采用直流电源时,不同的极性将产生不同的工艺效果。当采用直流正接(焊丝接负极)时,焊丝的熔敷率最高;采用直流反接(焊丝接正极)时,焊缝熔深最大。
采用交流电源时,焊丝熔敷率及焊缝熔深介于直流正接和反接之间,而且电弧的磁偏吹最小。因而交流电源多用于大电流埋弧焊和采用直流时磁偏吹严重的场合。一般要求交流电源的空载电压在65V以上。
为了加大熔深并提高生产率,多丝埋弧自动焊得到越来越多的工业应用。应用较多的是双丝焊和三丝焊。多丝焊的电源可用直流或交流,也可以交、直流联用。双丝埋弧焊和三丝埋弧焊时焊接电源的选用及联接有多种组合。
生产效率高:因为一方面焊丝导电长度缩短,电流和电流密度提高,因此电弧溶深和焊丝溶敷效率都大大提高。(一般不开坡口单面一次溶深可达20mm)另一方面由于焊剂和溶渣的隔热作用,电弧上基本没有热的辐射散失,飞溅也少,虽然用于熔化焊剂的热量损耗有所增大,但总的热效率仍然大大增加。
焊缝质量高:熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。
劳动条件好:除了减轻手工焊操作的劳动强度外,它没有弧光辐射,这是埋弧焊的独特优点。
可以达到自动焊接。连续不断地向焊接区送进焊丝、传输焊接电流、使电弧沿接缝移动、控制电弧的主要参数、控制焊接的起动与停止、向焊接区铺施焊剂、焊接前调节焊丝端位置。
自动焊接时:焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。
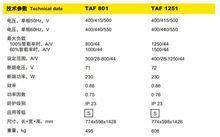
交流焊接电源含有TAF 801 / 1251型号,均是采用了独特方波技术的交流焊接电源,适用于全面的交流焊接应用。
具有如下特点:
· 连续焊接
· 电弧电压预
· 可靠的方波起弧
· 电弧电压及电流反馈
· 优化的断路电压
· 电源电压波动补偿
· 长距离焊接电缆压降补偿
· 功率过低时的高功率因数补偿
· 设备设计结构易于维护
· 安全控制电压42V
· 两台焊接电源设备之间能实现思考特(Scott)并联连接
TAF方波焊接电源还利用了交流电源的优势:
· 不发生电弧偏吹现象
· 使用多电极系统实现高效生产力
埋弧焊交流焊接电源的技术参数,如下图所示:
直流焊接电源含有LAF 631 / 1001 / 1251 / 1601型号,LAF系列焊接电源为三相风冷直流焊接电源,设计用于高效自动化埋弧焊或高效MIG/MAG 电弧焊接。焊接电源与伊萨A2-A6设备系列和A2-A6过程控制器(PEK或PEI)配合使用。
LAF焊接电源在其电流与电压范围设定范围内,具有优异的焊接性能,起弧与二次起弧性能尤为出色。不论电弧电压的高或低,焊接时都能表现出良好的电弧稳定性。焊接电源可以通过过程控制器(PEK或PEI)的前面板进行调解或监控,各项焊接参数简单易调。将两台焊接电源并联后,能实现焊接电流范围的升级,满足最为严格的应用要求。
LAF焊接电源可以应用于:
埋弧焊--焊接性能加上LAF系列焊接电源的负载能力,使这些设备成为了连续埋弧焊接的最佳焊接电源选择。LAF焊接电源被各大主要风力发电设备零件生产商、核电容器、锅炉及造船行业的客户广泛使用。
MIG/MAG焊--LAF焊接电源在较低的电流和电压状态下,也能提供稳定的电弧。该款设备也是高效MIG/MAG自动化焊接应用,是焊接重型管道根部焊道时的理想之选。
LAF系列焊接电源技术参数如下图所示:

埋弧焊在工业中的应用。我国钢产量大幅度增长,给工业采用钢结构建筑创造了有利条件,高层建筑、桥梁、体育场馆、车站、大型厂房、民用建筑等等都采用钢结构。埋弧焊的高效率,高质量使钢结构的制造大量采用埋弧焊焊接技术。近几年埋弧焊机主要供应对象钢结构厂、造船厂、桥梁厂、压力容器厂等,使用后反映效果良好。
埋弧焊机是较复杂、较贵重的焊接设备,维护保养十分重要。
1、设备应专人使用,操作人员应对设备基本原理有所了解,合理使用焊接工艺规范进行焊接,人员应进行培训和考核;
2、埋弧焊设备应定期进行清洁处理和更换导电嘴和送丝轮等;
3、电源的进出线和接地线必须联接良好;
4、控制电缆在小车端头应加以固定,不要使它严重弯曲损坏,出现故障。
设备出现故障,应从三方面检查,电源、控制电缆、小车。
1,焊接电源检查
a、打开电源开关,将转换开关放至手工焊位置,电源输出电压是否显示在规定值范围内,达不
到规定的应更换控制线路板进行试验;
b、检查熔断丝是否良好,输入三相电压是否(380V110%)正常,检查控制变压器各级电压是
否在规定值内。如有问题,更换控制变压器;
c、检查各继电器能否正常动作,出现问题更换器件,
d、检查常温时温度继电器是否导通,冷却风扇运转是否正常,出现问题更换器件;
e、晶闸管的检查,用万用表测量门极与阴极之间电阻,应在十几至几十欧姆电阻,否则门极短
路或开路,阴与阳极间电阻应大于1兆欧姆,小于时极间绝缘性能不良,电阻值为零表示击穿。
2、控制电缆检查
控制电缆长期处于运动状态,很容易折断,检查方法用万用表电阻档按电缆两端号码测量通断情
况,有折断的可用备用线联接。
3、小车故障的检查
a、按下小车前进产后退按键,小车能否行走,调节速度旋钮,能否改变行十谏度。按下送丝按
钮,送丝轮能否正反转。如有问题,检查熔断丝,小型继电器有否损坏;
b,焊接一调整开关放在自动焊接位置检查
在不装焊丝时,按下焊接按钮,空载时送丝轮有否慢速旋转。当电压降到"v至28V送丝轮应快速旋
转,当短路电压为零时,送丝轮应反转(抽丝),若不正常应更换控制线路板;
c、送丝不稳定,检查送丝轮的轮齿是否损坏,损坏的更换。压紧装置是否调节得当。
修理人员的要求
埋弧焊机产品质量在不断提高,设备的修理十分重要,修理人员应具备的条件:
1、对产品生产工艺了解;
2、产品的质检、测试、试验及标准应较熟悉;
3、一般应具备中专程度的电学基础。
4、要准备一些修理用材料和工具,比如电源控制板,小车 控制板、控制变压器,继电器、开关,保险丝等。只有这样修理工作才能顺利进行。
一、埋弧焊机操作人员必须经过电弧焊接工作的专门培训,持证上岗,非本机操作人员,严禁擅自操作设备。
二、作业前检查电缆绝缘情况,如有损坏立即停止使用,确认各部导线连接良好,控制箱外壳和接线板上的罩壳盖好。
三、作业过程中,操作人员要精神集中,正确操作,注意机械情况,不得擅自离岗或将机器交给其他无证人员操作,严禁无关人员进入作业区。
四、作业工程中,任何人员均不得蹬上龙门架顶层平台进行观察、检修或检查工作。如必须蹬顶作业,必须先停车断电。
五、焊接进行中,不许铲药皮、清渣,铲药皮清渣时要戴护目镜。
六、认真及时做好保养工作,保持机械完好状态,机械不得带病工作,运转中发现不正常,立即停机断电检查,排除故障方可使用。
七、操作人员下班时,要将机械停放在待命位置,关机断电,锁好电闸箱,清理现场杂物,焊渣。
1、焊接参数(包括行走速度或行走电压、焊接电流、焊接电压)设置必须严格按照焊接规范(详看说明书)执行。焊接规范参数是实际焊接时参数而非预置参数。实际焊接时如果参数不对,可实时调节电位器来实现。电流电压工作点也可大致按以下公式来计算:U=20+0.04I。
2、不同直径焊丝焊接时实际焊接电流不能超出该焊丝适用电流范围。
3、不同直径焊丝必须选用与其对应的导电嘴和送丝轮。
4、地线、焊接电缆线与工件连接必须牢固可靠。
5、工件必须要垫平不能有晃动,工件表面需较平整
6、埋弧焊起弧必须用短路起弧(焊接前先清理焊丝头部粘住的焊剂熔渣?然后按住"手动进丝"直到焊丝与工件短路并自动停止送丝为止)。
7、焊接结束时会有2秒的延时焊接收弧过程,以避免粘丝。
8、小车正在行走时不能改变行走方向。
9、焊剂流量取决于出料套距离工件的高度,而出料套距离工件的高度取决于焊接电流的大小,焊接电流越小,出料套距离工件的高度越小,焊剂流量也越小,不同电流焊接时必须调试找到最佳高度(小电流焊接时焊剂流量过多可能会产生气孔,需调试找到最佳高度)。
10、电源正负输出端必须带负载,不能直接短路,否则电流会很大且不可调。

 标题:CNC全自动门型埋弧焊机
标题:CNC全自动门型埋弧焊机
标题:CNC全自动门型埋弧焊机
标题: CNC 全自动门型埋弧焊机 发布日期: 2010-05-07 钢构车间 东莞市万兴钢结构有限公司, 本公司是一家经东莞市工商行政管理局注册, 致力 于钢结构工程技术开发和轻钢结构建筑的专业钢构公司。公司成立于 2002年 3 月份,地处世界闻名的国际制造业名城――东莞市虎门镇,厂房占地面积总裁 100000多平方米,员工 200多人,以及健全的企业管理模式。公司具有高素质 的生产管理、高技术的设计人员 ,工厂拥有整套国际先进水平的生产设备和自动 焊接生产线,配置有多条 H型钢组立校正生产线、 C型钢生产线、 Z 型钢生产线、 箱型柱生产线、 楼承板生产线、夹芯板生产线、 CNC电脑数控火焰切割生产线、 全自动门型埋弧焊接生产线、 全自动喷砂除锈生产线、喷漆生产线等先进的机 器设备使产品有了高品质的可靠保证,在钢构工程制作安装方面技术力量雄厚, 施工工艺先进,配套设备齐全,是一家
 时代逆变双电源双丝双弧埋弧焊机
时代逆变双电源双丝双弧埋弧焊机
时代逆变双电源双丝双弧埋弧焊机
一年一度的北京埃森·焊接与切割展览会于2009年6月2日在上海隆重开幕,时代公司的最新力作——双电源双丝双弧埋弧焊机登台亮相,在会场上引起了各界观众的关注。
自动埋弧焊机是指采用熔剂层下自动焊接的设备,自动埋弧焊机的机体包括输送焊丝和移动电弧机构、保护介质(Ar、CO,、焊药等)的输送、回收以及冷却系统等组成。它配用交流焊机作为电弧电源,它适用于水平位置或与水平位置倾斜不大于10度的各种有、无坡口的对接焊缝、搭接焊缝和角焊缝。与普通手工弧焊相比,具有生产效率高、焊缝质量好,节省焊接材料和电能,焊接变形小及改善劳动条件等突出优点 。
自动埋弧焊机适用于用于碳素钢、低合金钢、不锈钢、耐热钢及复合钢材,钢板结构有无坡口的对接、角接、环缝、纵缝的焊接生产。广泛应用于锅炉、压力容器、造船、钢构、石化等领域 。
本标准规定了一般条件下使用的埋弧焊机(以下简称焊机)的通用技术要求和检验方法。本标准适用于一般条件下使用的埋弧焊机。如对埋弧焊机提出某些特殊要求时,则应由用户与制造厂协商后在有关的技术文件中规定。2100433B