面缩率文献

 服装洗水缩率计算方法
服装洗水缩率计算方法
服装洗水缩率计算方法
水洗类的服装制版缩水率计算 服装制版过程中,要考虑到面料的缩水问题。一个有经验的服装制版师,往往在制版初 期时就将面料的缩水率考虑到了, “胸有成竹 ”地去制版比在纸样处理后期的 “亡羊补牢 ”要高 明得多。 不同面料在经过成衣制成成品后,经过下水洗涤或自然条件下都会产生一定的缩小,出 口外贸类服装的制成品尺寸要求是首要标准, 那么在制作版型之前, 首先就要了解这是什么 样的面料,并了解这个面料特性至关重要。 现在着重介绍一下成衣水洗类的服装制版缩水率的计算方法: 1、在拿到客户订单时,要看清楚该成衣是成衣水洗还是面料水洗,也可以从客户的样 衣上看得出来, 成衣水洗的衣服, 在表面车明线的部位有明显的缩皱现象, 就像我们平时穿 的牛仔裤的侧边缝头一样, 有深浅变化的面料车线; 如果是面料水洗就没有这个现象。 面料 水洗的缩水率不需要去控制, 大货面料拿到后, 去水洗厂按要求水洗后再做, 控
 补偿收缩混凝土的纵向限制膨胀率和纵向限制干缩率
补偿收缩混凝土的纵向限制膨胀率和纵向限制干缩率
补偿收缩混凝土的纵向限制膨胀率和纵向限制干缩率
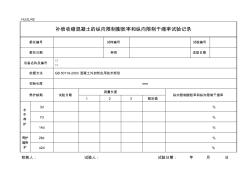
HJ/JL/42 补偿收缩混凝土的纵向限制膨胀率和纵向限制干缩率试验记录 委托编号 试样编号 试验编号 委托日期 种类 成型日期 设备名称及编号 □ □ 依据方法 GB 50119-2003 混凝土外加剂应用技术规范 初始长度 mm 养护龄期 试验日期 测量长度 纵向限制膨胀率和纵向限制干缩率 1 2 3 稳定值 水 中 养 护 3d % 7d % 14d % 养护 箱养 护 28d % 42d % 校核人: 试验人: 试验日期: 年 月 日