面接触钢丝绳文献

 中国钢丝网钢丝绳规格参数点接触钢丝绳技术详解!
中国钢丝网钢丝绳规格参数点接触钢丝绳技术详解!
中国钢丝网钢丝绳规格参数点接触钢丝绳技术详解!
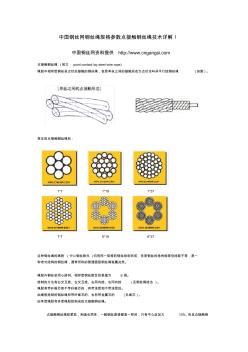
中国钢丝网钢丝绳规格参数点接触钢丝绳技术详解! 中国钢丝网资料提供 http://www.cngangsi.com 点接触钢丝绳 (英文: point contact lay steel wire rope) 绳股中相邻层钢丝呈点状态接触的钢丝绳,各层单丝之间的接触形态为点状也叫非平行捻钢丝绳 (如图 )。 常见的点接触钢丝绳有: 1*7 1*19 1*37 7*7 6*19 6*37 这种钢丝绳的绳股 (中心钢丝除外 )均用同一规格的钢丝捻制而成,各层钢丝的捻角相等但捻距不等,是一 种老式结构的钢丝绳,通常所称的普通圆股钢丝绳就属此类。 绳股内钢丝呈同心排列、相邻层钢丝数目的差值为 6 根。 捻制的方法有右交互捻、左交互捻、右同向捻、左同向捻 (见钢丝绳捻法 )。 绳股有带纤维芯和不带纤维芯的,有带涂层和不带涂层的。 由绳股捻制的钢丝绳有带纤维芯的、也有带金属芯的 (见绳芯 )。
 点接触圆股钢丝绳的特点与优质捻制
点接触圆股钢丝绳的特点与优质捻制
点接触圆股钢丝绳的特点与优质捻制
介绍圆股点接触钢丝绳的结构特点及缺陷。点接触钢丝绳应用范围缩小、数量减少,将部分或者全面退出重要用途领域,是国内外钢丝绳行业发展的必然趋势,但仍然有可开发利用之处,在载货、捆绑吊索、江海打捞等领域内点接触钢丝绳依然在用。为全面提高钢丝绳使用性能与寿命,应重新认识点接触钢丝绳,重点阐明点接触钢丝绳的基础功能以及优质捻制点接触钢丝绳的必要性。以捻制6×37+FC—17.5点接触钢丝绳为例,介绍凸丝捻制缺陷的内涵、危害及产生的原因,以及国内钢丝绳企业进行优质捻制的观点与具体措施。
