介绍在产品生命周期管理系统Teamcenter PLM系统中结合NX三维设计,以柴油机驱动压缩机产品设计为例,从产品模块化设计、配置变量定义、BOM配置管理以及BOM生成等方面,阐述了基于PLM系统的产品模块化设计概念及BOM配置管理的应用思路和实现方法。
文/李福送 周艳辉 王熙 张晓
来源:互联网
一、前言
众所周知,对于制造企业特别是压缩机制造企业来说,产品生命周期管理是企业管理的重要部分,与企业的经营效益有着至关重要的关系。PLM系统在实现企业的信息集成、提高企业的管理水平以及产品开发效率等方面发挥着重要的作用,能有效提高企业的市场应变能力和竞争能力。
概括地说,制造企业实施PLM系统具有以下重要的意义:
1)企业产品数据资源的分类管理,便于快速检索,提高产品开发效率。
2)采用有效的版本管理和工程变更管理,解决三维设计文件版本管理的瓶颈问题,保证产品数据的准确性和一致性。
3)实现产品开发流程的规范化管理。
4)建立统一的产品数据管理平台,工程协同设计。
5)实现跨部门的产品信息传递,PLM系统提供了产品整个生命周期的数据和模型,是ERP系统中的产品数据源头。
当前PLM系统平台有很多种,本文介绍用西门子Teamcenter系统及集成的NX三维软件进行产品模块化设计及BOM配置管理。Teamcenter能与NX高效无缝集成,两者都是西门子公司的产品,具有良好的兼容性。
二、压缩机产品架构设计
以柴油机驱动的压缩机产品设计为例,详细介绍在PLM系统中如何高效地进行产品(模块化)设计以及BOM配置方法。
1.产品模块化设计概念
为适应市场上不同客户需求,压缩机产品型号种类繁多,同种零部件可能会衍生出多种不同性能、不同功能,这就使产品的设计、工艺和生产数据大量增加,极易产生数据混乱和数据冗余问题。现代化的生产组织方式引入模块化设计管理思想,以模块为对象组织产品设计,将产品某一具体功能所需要的零部件进行特定的组合,通过相应的选择和组合来构成不同的产品。这些模块的产品数据及配置规则数据量较大,需要依赖信息化系统进行管理,实现设计模块的有序性和结构化,从而保证数据的准确性和知识的重用性。
产品模块化设计就是将产品分成几个部分,也就是几个模块,每一部分都是具有独立功能,具有一致的几何连接接口和一致的输入、输出接口的单元,相同种类的模块在产品族中可以重用和互换,相关模块的排列组合就可以形成最终的产品。通过模块的组合配置,就可以创建不同需求的产品,满足客户的定制需求;相似性的重用,可以使整个产品生命周期中的采购、物流、制造和服务资源简化。
涉及的术语解释如下:
(1) BOM。BOM(Bill of Material)是指物料清单,是用来描述产品零部件组成和零部件相互关系的重要信息,体现的是具有一定结构关系的重要信息。它表明了产品组件、零件直到原材料之间的结构关系,以及每个组件所需要的各下属部件的数量等信息。
(2)产品总图全BOM,产品总图也叫全BOM或超级BOM。它所包含的系统或组件应与产品EBOM模块或子模块一一对应。
(3) EBOM。 EBOM即(工程设计BOM是以工程的模块化设计为基础,通过对产品总图进行BOM配置管理生成。设计BOM是企业产品设计部门用来组织和管理产品所需的零部件物料清单,它是其他BOM视图的源数据。
(4) PBOM或MBOM。工艺部门再按照EBOM来进行零部件和装配工艺的设计,产生PBOM;制造部门根据PBOM制订工艺计划和工序生成计划BOM(MBOM)。
2.压缩机产品原始架构
传统的设计方法中对于柴油机驱动的压缩机产品分为10多个系统或零件对应有30多个模块,每张装配图样可能对应着多种模块信息,这样在做BOM的时候没有统一标准,仅仅靠设计人员的经验去判断模块所要包含的零件类型及数量,很容易出错,而且需要手工输入,BOM的准确性无法保证。
比如某个整机产品的总图设计及BOM结构见下表。
整机总图设计与BOM结构详情
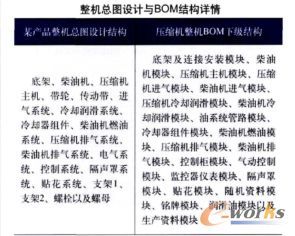
可以看到这种设计方式及BOM结构有很多不足:产品架构层次不明朗、模块和装配图样不能一一对应、模块的数据来源不准确,后续的设计改进及BOM修改效率低。因此需要对产品设计架构、BOM结构规范进行优化,并减少手工操作。
3.压缩机产品架构模块化设计
按照产品模块化设计精髓,结合原有产品架构的优缺点,对柴油机驱动的压缩机产品整个设计架构做了优化,定义出产品总图、部件系统图。产品总图表达各个部件系统的安装位置以及装配关系;产品总图的下级装配有各个部件系统,每个部件系统具有一定的独立功能特点,具有一定的独立性;每个部件系统图下表达其下级所有的零件装配示意以及零件位置、数量等。
按照柴油机驱动的压缩机产品特点,把它分成了12类部件系统以及对应的12类模块,部件系统图的名称统一命名为××系统,并与各对应的模块名称一致,即××系统对应××模块,如柴油机压缩机系统对应的模块名称为柴油机压缩机模块。
压缩机产品总图及产品EBOM的设计如图1所示。
产品总图和产品EBOM的层次结构完全一致,系统图、模块的种类数量完全一样;每个系统图只对应同一种模块,同一种模块不会对应到多个系统图,模块下的零件种类数量完全跟系统图的明细一致,避免了原先需要人为判断、手工操作存在的问题,BOM的准确性可以得到很好的保证。整个产品设计架构、BOM结构清晰明了,能有效提高产品设计的效率和质量。
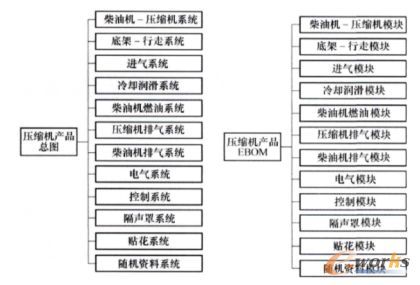
图1 压缩机产品总图及产品EBOM的设计
三、PLM系统中产品总图设计及BOM配置
1.PLM系统主要ITEM类型
在此Teamcenter系统中对工程数据定义的ITEM类型有很多,与本文相关的ITEM如下:
(1)产品用于管理企业产品(总图和EBOM)的相关数据。
(2)零组件用于管理产品下面层级的零组件相关的数据,包括系统图、零件图、模块等。
(3) View视图是Teamcenter系统中表示BOM结构的一种方式。
2.产品总图及系统设计
存PLM系统中按照优化后压缩机产品总图架构进行全新设计,结合PLM系统中集成的3D设计软件搭建出整个产品的整体架构。
1)首先在Teamcenter系统中创建好产品总图ITEM、各系统图ITEM、部分主要零件ITEM;然后在NX中将各系统图装配到产品总图下,可结合自上而下或自下而上的三维设计装配方法进行各系统图下零件图的设计。
具体的产品设计、零部件装配方式与PLM系统外的NX装配设计基本一样,以某个压缩机产品设计为例,装配设计完成后在NX装配导航器中的示例如图2所示。

图2 设计示例
整个产品总图是88292020-709,其下级分别有12种部件系统,其中有两个柴油机—压缩机系统、电气系统,分别用于区别比较火的两种机型。
在Teamcenter系统结构管理器中可以看到此产品ITEM的View视图结构如图3所示。

图3 View视图结构
产品总图全BOM作为各产品机型EBOM的数据源,方便实现变量配置生成,在装配设计时有几个原则:首先,所有各系统都要装配到总图中,如果有多个同类系统也需要装配,如两个电气系统;其次,每个系统下级的所有零件选项都要装配进来,如柴油机-电动机压缩机系统中需要有多个柴油机、压缩机主机,都必须装配进来;再者,NX总图的装配结构需要符合产品的BOM规范要求。
3.产品总图配置和EBOM生成
(1)产品BOM配置管理的基本流程产品BOM配置管理的流和如图4所示。
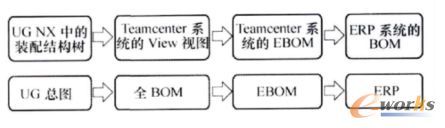
图4 BOM配置管理流程
Teamcenter系统根据NX总图装配结构树自动生成View视图,此View视图就是产品的全BOM。
全BOM经过变量配置,得到各系统及下级零件的唯一选项。根据配置好的各系统及下级零件清单通过复制到对应模块的下级,最后生成EBOM。生成的EBOM通过IT程序自动传输到ERP系统中,供下游部门使用。
(2)在产品总图View视图上做配置管理。产品总图作为全BOM,其包含了产品所有机型的产品数据信息,为了准确获得指定机型的BOM清单信息,因此需要结合Teamcenter系统的配置管理功能,设定变量参数并应用到有多选项的系统或零件上。
首先找到此产品总图并进入结构管理器,并打开“数据面板”建进行变量定义及配置(见图5)。
1)定义变量选项,从最底层有多选项的零组件的父级开始定义变量,逐层往上定义。
对于一个系统,如果其下级有多选项如多个柴油机(功率、频率、防护等级等不同),则就要先选定此系统然后通过“新建选项”来定义对应变量。
对于一个总图,如果其下级有多选项如多个柴油机压缩机系统,则就要先选定此总图然后定义对应变量。
在总图上设置和各系统的一样变最,重复的相同变量名称只设1个即可。变量名称、变量值都需完全一样。
2)定义总图上变量选项和各系统变量选项的链接关系,实现从总图配置驱动下级系统配置。
3)定义总图或系统下级有多选项的变量显示条件。
(3)按产品总图配置生成EBOM及模块内容
1)产品总图在完成了以上的配置管理后,就能根据具体机型的配置信息选择相关变量值,查看其详细的BOM信息。
2)根据此产品总图包含的机型,征Teamcenter系统中分别创建对应的产品EBOM以及下级模块ITEM。每个产品总图根据变量选项的不同,会对应有多个产品EBOM;每个系统图根据变最选项的不同,会对应有多个模块,需要分别创建。
3)分别将不同的模块挂在相应的产品EBOM下,每个EBOM 下类似产品总图有相关数量的模块;模块下的内容暂时为空。
4)存结构管理器中拆分为两个窗口,左边为产品总图,右边为具体产品EBOM,经过配置后复制系统图下的数据到相对应的右边模块中,即可完成BOM内容。
按照以上方式,依次设置选项值,打开对应的EBOM,从而完成所有EBOM及模块的内容。
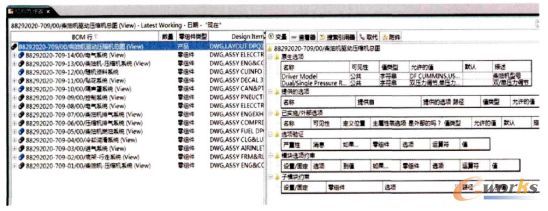
图5 配置管理
5)保存各选项变量值的配置结果,配置名称用对应的EBOM号,以后可以随时加载此配置结果,方便查看机型信息,对比BOM的正确性。
6)在完成EBOM的内容生成后,按照Teamcenter系统中相关工作流程自动传输EBOM信息到ERP系统中,供下游部门使用生成相关PBOM或MBOM。
四、结语
压缩机产品作为一种重要的通用设备,使用应用范围很广;特别是螺杆式空气压缩机的制造批量大,每个产品可以衍生出很多不同型号机型但是大同小异,因此充分利用产品模块化设计概念,BOM设计规范,结合PLM系统的数据管理及BOM配置功能,能大大提高产品设计效率及产品设计质量,不断提升压缩机产品的竞争力。
当前PLM系统在国内应用范围已经越来越广泛,虽然各个PLM系统的管理及设计流程不尽相同,相关的操作流程也会有相应的变化,希望本文可以对于广大工程设计人员有借鉴参考作用,从而使产品开发流程更加完善,使产品整个生命管理周期更加具有价值。

 汽车业模块化生产方式发展的研究
汽车业模块化生产方式发展的研究