粘土湿型砂及其质量控制图书目录文献

 质量控制图表
质量控制图表
质量控制图表
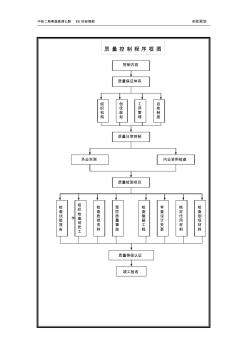
中铁二局奉溪高速公路 E6 标经理部 创优规划 控制内容 质量保证体系 组 织 机 构 创 优 规 划 工 序 管 理 自 检 制 度 质量日常控制 外业实测 内业资料检查 质量检测项目 检 查 试 验 报 告 组 织 检 查 创 优 工 作 检 查 质 控 资 料 预 防 质 量 事 故 检 查 隐 蔽 工 程 审 查 设 计 变 更 核 定 代 用 材 料 检 查 到 场 材 料 质量等级认证 竣工验收 质 量 控 制 程序 框 图 中铁二局奉溪高速公路 E6 标经理部 创优规划 单位工程质量控制程序框图 不合格 合格 不同意 同意 不合格 合格 接下页 开工准备 质量保证体系 设计技术交底 编制实施性施工组织设计 材料取样及试件报告 人员、设备到场开工报告 各道工序(分项工程)施工 各分项(隐蔽)工程自检 自检结果 监理工程师验收 现场验收 测试中心抽查 检查结果 整 改 中铁二局奉
 如何理解质量控制图
如何理解质量控制图
如何理解质量控制图
质量控制图 现代质量管理强调以预防为主。 要求在质量形成的整个生产过程中, 尽量少出或不出不合格 品,这就需要研究两个问题: 一是如何使生产过程具有保证不出不合格品的能力; 二是如何把这 种保证不出不合格品的能力保持下去,一旦这种保证质量的能力不能维持下去,应能尽早发现, 及时得到情报,查明原因,采取措施,使这种保证质量的能力继续稳定下来,保持下去,真正做 到防患于未然。 前一个问题一般称为生产过程中的工序能力分析, 后一个问题一般称为生产过程 的控制。这两个问题都与控制图有着密切的联系。 控制图是画有控制界限的一种图。 它是用来区分质量波动究竟是偶然原因引起的还是 由于系统原因引起的,可以提供系统原因存在的信息,从而判断生产过程是否处于稳定状态的 图。从这个意义上讲,控制图是发现系统原因的 “信号图 ”、“温度计 ”。 控制图的主要用途有: ①分析质量形成过程的状态, 看工序或质量形成过