皮带传输机带式传送机文献

 皮带输送机选型设计
皮带输送机选型设计
皮带输送机选型设计
皮带输送机选型设计 2 胶带输送机的选型计算 一、概述 初步选型设计带式输送机,已给出下列原始资料: 1)输送长度 mL 7 2)输送机安装倾角 4 3)设计运输生产率 htQ /350 4)物料的散集密度 3/25.2 mt 5)物料在输送机上的堆积角 38 6)物料的块度 mma 200 计算的主要内容为: 1)运输能力与输送带宽度计算; 2)运行阻力与输送带张力计算; 3)输送带悬垂度与强度的验算; 4)牵引力的计算及电动机功率确定。 二、原始资料与数据 1)小时最大运输生产率为 A=350吨/小时; 2)皮带倾斜角度: 4 3)矿源类别:电炉渣; 4)矿石块度: 200毫米; 5)矿石散集容重 3t/m25.2 ; 6)输送机斜长 8m; 3 4 L——输送机 2-3 段长度 m7 ; 1 ——为槽形托辊阻力系数查带式输送机选型设 计手册 04.01 ; ——输送机的倾角;其
 皮带输送机点检标准
皮带输送机点检标准
皮带输送机点检标准
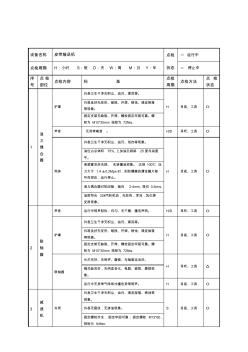
设备名称 皮带输送机 点检 状态 ○ 运行中 点检周期 H:小时 S:班 D:天 W:周 M:月 Y:年 △ 停止中 序 号 点 检 部位 点检内容 标 准 点检 周期 点检方法 点 检 状态 1 液 力 偶 合 器 护罩 外表卫生干净无积尘、油污、煤泥等。 H 目视、工具 О 外观良好无变形、破损、开焊、锈蚀、漆皮掉落 等现象。 固定支架无缺陷、开焊、螺栓固定牢固可靠。螺 栓为 M10*30mm 扭矩为 72Nm。 声音 无异常噪音 。 H/D 耳听、工具 О 壳体 外表卫生干净无积尘、油污、划伤等现象。 H 目视、工具 О 油位占总体积 75%,上加油孔倾斜 25度与油面 平。 易熔塞完好无损、 无渗漏油现象。 达到 100℃ 压 力大于 1.4±0.2Mpa时,则防爆塞的薄金属片破 坏而泄压,运行停止。 液力偶合器对轮间隙,轴向 2-4mm,径向 0.5mm。 油质符合 32#汽