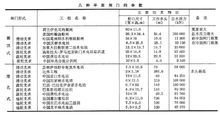
平面磨床数控系统文献

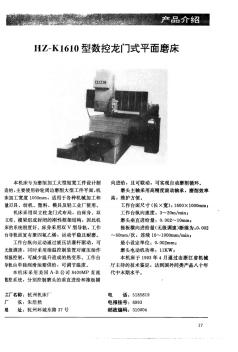 HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床
 机床电气控制系统数控平面磨床的加工程序要求
机床电气控制系统数控平面磨床的加工程序要求
机床电气控制系统数控平面磨床的加工程序要求
1范围 本标准规定了数控平面磨床应基本具备的加工程序,同时规定了加工程序及程序名确定的要求。本标准适用于包括数控卧轴矩台平面磨床、数控卧轴圆台平面磨床、数控立轴矩台平面磨床、数控立轴圆台平面磨床、数控龙门平面磨床在内的数控平面磨床。