平皮带使用方法文献

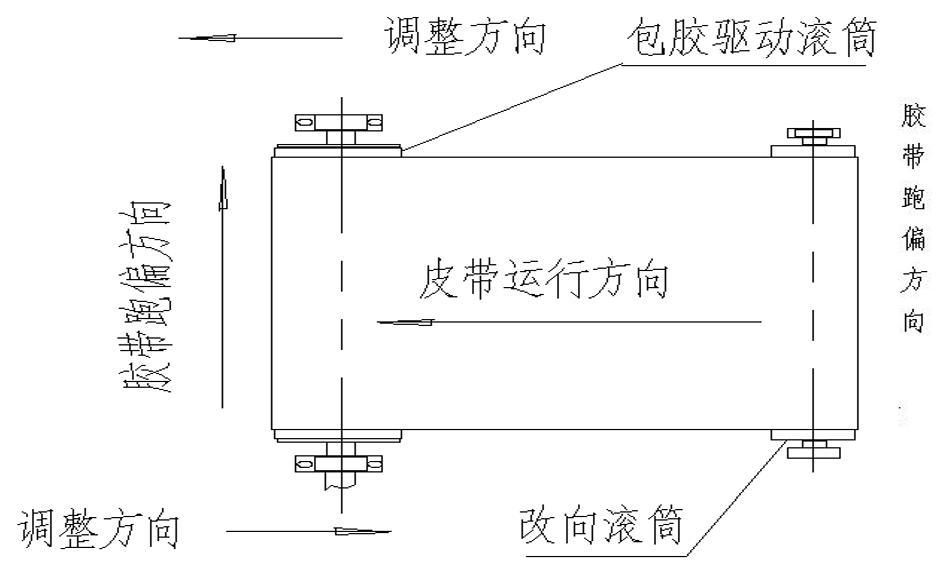
 皮带机更换皮带现场施工方法
皮带机更换皮带现场施工方法
皮带机更换皮带现场施工方法
精心整理 一、概述: 由于输煤系统输煤皮带磨损较严重,导致现皮带出力达不到规定要求,为防止输煤皮带 进一步损坏造成严重后果,确保输煤系统能安全稳定运行,保证机组上煤和卸煤工作能顺利 进行,决定对输煤皮带进行更换。 二、准备工作: 2011年月日开始准备工作:清点材料、备件、工具,做好准备工作。 三、工作班成员: 四、安全措施及危险点预控: 安全措施: 1、断开 2号翻车机电源给煤机皮带控制电源开关; 2、断开 2号翻车机给煤机皮 带控制电源开关; 3停止 2号翻车机运行。 危险点分析: 1、施工现场动火注意防火,防止烧伤; 2、注意高空落物伤人; 3、工作时防止 机械伤害。 4、工作场地应保持整洁,及时清理地面积油、积水及杂物。 五、施工时间: 六、施工步骤: 1、准备: 1)办理工作票。 2)现场清理干净,工作区域铺设胶皮。 3)准备好自制专用工具,工器具等并摆放整齐。 4)准备电焊机、
 拆除皮带和安装皮带措施
拆除皮带和安装皮带措施
拆除皮带和安装皮带措施
**** 巷拆除皮带和安装皮带措施 一 概况 时间 :****.*.** —****.*.** **** 巷现运煤系统为: **** 巷 80皮带→二盘区轨道巷 80皮带→二盘 区轨道巷溜子→ **** 皮带巷 1米皮带。 改造为: **** 巷 80皮带→二盘区皮带巷 1米皮带→ **** 皮带巷 1 米 皮带。 工程为:将 **** 巷内二盘区轨道巷处 80 皮带拆除,稳设于 **** 巷内 二盘区皮带巷处并与二盘区皮带巷 1米皮带搭接。 施工负责人: *** 安全负责人: *** 技术负责人: ***** 为保证安全施工特制定如下安全措施 : 二 施工方法 首先拆除 **** 巷内二盘区轨道巷处 80皮带,稳设于 **** 巷内二盘区 皮带巷处,以巷道中线为皮带中心线(即中线距右帮 1.3 米)。在皮带头 对应位置顶板打 2 组,每组 3根起吊锚索, 用于皮带头八字滚、