曲柄压力机技术参数文献

 压力表技术参数 (2)
压力表技术参数 (2)
压力表技术参数 (2)
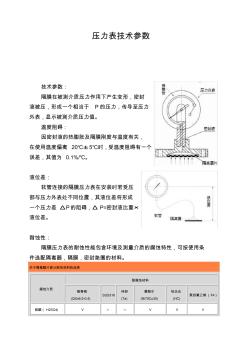
压力表技术参数 技术参数: 隔膜在被测介质压力作用下产生变形,密封 液被压,形成一个相当于 P的压力,传导至压力 外表,显示被测介质压力值。 温度阻碍 : 因密封液的热膨胀及隔膜刚度与温度有关, 在使用温度偏离 20℃±5℃时,受温度阻碍有一个 误差,其值为 0.1%/℃。 液位差: 软管连接的隔膜压力表在安装时若受压 部与压力外表处不同位置,其液位差将形成 一个压力差 ΔP的阻碍,Δ P=密封液比重× 液位差。 耐蚀性: 隔膜压力表的耐蚀性能包含环境及测量介质的腐蚀特性,可按使用条 件选配隔离器,隔膜,密封垫圈的材料。 关于隔离膜片部分耐蚀材料的选择 腐蚀介质 耐腐蚀材料 锡青铜 (QSn6.5-0.4) SUS316 纯钽 (Ta) 蒙耐尔 (Ni70Cu30) 哈氏合 (HC) 聚四氟乙烯(F4) 硫酸( H2SO4) V △ ○ V V V 硝酸( HNO3) ╳ V
 压力表技术参数
压力表技术参数
压力表技术参数
技术参数: 精确度: ±1.6%,±2.5% 隔膜材料: OCr18Ni12Mo2(316) ,哈氏合金 C(H276c) , 蒙乃尔合金 (Cu30Ni70) ,钽合金 (Ta),氟塑料 (PTFE) 隔离器材料:耐酸不锈钢,含钼不锈钢,氟塑料。 密封垫圈材料:丁晴橡胶,氟塑料。 密封液:硅油、植物油 执行标准: JB/T8624-1997 结构原理: 隔膜在被测介质压力作用下产生变形, 密封液被压, 形成一个相当于 P 的压力, 传导至 压力仪表,显示被测介质压力值。 温度影响 : 因密封液的热膨胀及隔膜刚度与温度有关,在使用温度偏离 20℃±5℃时,受温度影响 有一个误差,其值为 0.1%/ ℃。 液位差: 软管连接的隔膜压力表在安装时若受压部与压力 仪表处不同位置,其液位差将形成一个压力差 ΔP 的影响, ΔP=密封液比重 ×液位差。 耐蚀性: 隔膜压力表的耐蚀性能包含环境及