选择特殊符号
选择搜索类型
请输入搜索

以活字版为原版,复制成铅版,不仅可以提高印版的耐印力,而且可以用于异地或多台印刷机印刷。
铅版又叫纸型铅版,制版工艺流程为:
原稿→制纸型→浇铸铅版→修版→电镀
纸型是将专用的纸型纸,覆盖在活字版或铜锌版上,施加压力,制成供浇铸铅版用的模版。用纸型可以浇铸成平面和圆弧型的铅合金印,供平台机或轮转机印刷。纸型便于 送往其它地方浇铸铅版印刷,还可以长期保存,以备再版之用。
制纸型有两种常用的方法,一种是湿制法,一种是干压法。
(1)湿制法是将原版放在铁台上面的铁框内,配置适当的铁条紧固,刷清积尘,将纸型材料放在原版上面进行打型。打型时,在纸型材料上覆盖一块湿布,在湿布表面用特制的毛刷平稳地往复敲打。打好后,用纸板把纸型空白部分垫平,再次复上湿布敲打,纸型符合质量要求后,连同铁框放入压平机加热烘烤,最后经过裁切、整理、即可使用。
湿制法原为人工敲打,现已入为机械打型。湿制法制取的纸型,笔划清秀、字迹较深,与原版相差甚小,但工艺复杂,生产效率较低。
(2)干压法是一种用机械压制纸型的方法。分为冷压法和压法。冷压法制成的纸型,需要放到干燥室内进行烘干处理,热压法只针压型机的压板加热到100~120℃,在压力的作用下,即可得到纸型。
在铸版机上,以纸型为模版浇铸成铅版,铸版机分为平版铸版机和圆版铸版机两种。平版铸版机浇铸的铅版供平台机印刷。圆版铸版机将铅版铸成弧形,供轮转机 印刷。
浇铸好的铅版,要把背面刨平或刨光滑,并要进行修整和钻孔等。
用电镀的方法,在铅版表面镀上铁或铬金属,可以增加印版的耐印力。镀铁的铅版,耐印力可达10万印左右,镀铬的铅版,耐印力可提高到50万印左右。
长期接触铅及其化合物会导致心悸,蜴激动,血象红细胞增多。铅侵犯神 经系统后,出现失眠、多梦、记忆减退、疲乏,进而发展为狂躁、失明、神志模糊、昏迷,最后因脑血管缺氧而死亡。血铅水平往往要高于2.16微摩尔/升时,才会出现临床症状,因此许多儿童体内血铅水平虽然偏高,但却没有特别的不适,轻度智力或行为上的改变也难以被家长或医生发现。这也是为什么儿童铅中毒在国外被称为"隐匿杀手"的原因。
铅的无机化合物的动物试验表明可能引发癌症。另据文献记载,铅是一种慢性和积累性毒物,不同的个体敏感性很不相同,对人来说铅是一种潜在性泌尿系统致癌物质。
致畸:没有足够的动物试验能够提供证据表明铅及其化合物有致畸作用。
致突变:用含 1%的醋酸铅饲料喂小鼠,白细胞培养的染色体裂隙-断裂型畸变的数目增加,这些改变涉及单个染色体,表明DNA复制受到损伤。

浇铸工艺是用铸造机进行首饰的成批生产的方法。该方法具有提高工效,降低成本的优点。加工程序如下:
根据首饰设计样本制成橡胶模具;用橡胶模具通过注蜡制成蜡模具;将蜡模具种成蜡树;将放有蜡树的筒注入石膏,制成石膏模具;将石膏模具放入烘炉内烘干,并加热至石膏模具脱蜡;将呈熔融状态的金注入石膏模具中;清洗去石膏,再进行抛光、镶嵌等程序即可。
丝网印刷制作详细步骤解析先简单明了的说下需要的东西:丝网、刮板、曝光机、电吹风、颜料 先简单明了的说下需要的东西。1.丝网印刷当然要有丝网,可以直接买现成的。2....
制版工艺流程设计成图—发片——打样——拼版——晒版——上机印刷——印后加工——交货一、发片(即发菲林片):出菲林就是把制作好的版面,通过设备输出到可以印刷的PC胶片上,专业术语叫菲林片。菲林片:印刷制...
一 开标、评标(议标)1.在投标截止后,按规定时间、地点,在投标单位法定代表人或授权代理人在场的情况下由招标单位组织并主持开标。2.开标、评标(议标)过程在招标管理机构监督下进行。3.评标原则、评标办...
纸型浇铸铅版制成的印版,通常称其为"复制版"。复制版的制作工艺,是 首先按要求排成与铅活字版直接印刷完全相同的活字版,再以活字版为母版用泥或专用厚纸压制成称作泥型和纸型的阴文型版,然后用泥型或纸型浇铸铅版,最后用铅版(整版)作为印版装机印刷。这一工艺技术的发明和应用,标志着近代的凸版印刷发展到一个新的阶段。
纸型是法国人谢罗于1829年发明的。到1871年,美国人B.B.Blackwell创用薄铅版,垫以木底印刷。纸型的发明应用,使凸版铅印技术趋于成熟。当时一副纸型可以浇铸铅版十余次。这样,铅活字版排好后,一经打成纸型,即可拆版还字,留存纸型待用。纸型不仅便于保存,且因其轻便,可以运往遥远的外地,多地印刷。为书刊、尤其是报纸的印刷与发行,创造了良好的条件。

灯光铅版是在拍摄过程中(尤其是室内拍摄)必不可少的灯光道具。
此道具由许多的小正方格组成,尺寸可以依情况改变。它可以使强光经反射后成为软光(无明显的轮廓),对演员,镜头均无影响。
铅为带蓝色的银白色重金属,它有毒性,是一种有延伸性的主族金属。熔点327.502℃,沸点1740℃,密度11.3437g/cm^3,硬度1.5,质地柔软,抗张强度小。
铅是人类最早使用的金属之一,公元前3000年,人类已会从矿石中熔炼铅。铅在地壳中的含量为0.0016%,主要矿石是方铅矿。铅在自然界中有4种稳定同位素:铅204、206、207、208,还有20多种放射性同位素。
金属铅在空气中受到氧、水和二氧化碳作用,其表面会很快氧化生成保护薄膜;在加热下,铅能很快与氧、硫、卤素化合;铅与冷盐酸、冷硫酸几乎不起作用,能与热或浓盐酸、硫酸反应;铅与稀硝酸反应,但与浓硝酸不反应;铅能缓慢溶于强碱性溶液。
铅主要用于制造铅蓄电池;铅合金可用于铸铅字,做焊锡;铅还用来制造放射性辐射、X射线的防护设备;铅及其化合物对人体有较大毒性,并可在人体内积累。铅被用作建筑材料,用在乙酸铅电池中,用作枪弹和炮弹,焊锡、奖杯和一些合金中也含铅。

 海华之家设计施工流程(定制版)
海华之家设计施工流程(定制版)
海华之家设计施工流程(定制版)
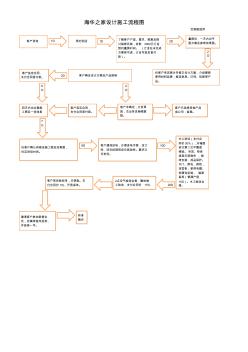
定制版适用 海华之家设计施工流程图 客户咨询 1D 预约到店 了解客户户型、需求、预算及探 讨装修风格,收取 3000元订金 , 预约量房时间。 (订金在未完成 方案前可退,订金可抵扣首付 款)。 量房后,一天内出平 面方案及参考效果图。 9D 2D 2 D 约客户来店探讨并修正设计方案,介绍硬装 使用材料品牌,推送家具、灯饰、软装等产 品。 20D 客户确定设计方案及产品规格 客户签定合同, 支付合同首付款。 2D 2 D 6 D 客户签定合同, 支付合同首付款。 四天内出全套施 工图及一张效果 7 D 约客户确认和修改施工图及效果图, 约定进场时间。 客户未确定,分析原 因,交业务员继续跟 踪。 客户已选择其他产品 或公司,备案。 1D 客户通知进场,办理进场手续,设计 师、项目经理现场交底放样。要求次 日进场。 10D 木工进场(支付合 同价 30%),对墙面 进行第二次平整度
 (工艺流程)液体壁纸印花制版技术及工艺流程
(工艺流程)液体壁纸印花制版技术及工艺流程
(工艺流程)液体壁纸印花制版技术及工艺流程
液体壁纸印花制版技术及工艺流程 丝网印刷 属于孔板 印刷。近代印刷 工业中,把凸版 印刷、凹版印刷、平板 印刷 和丝网印刷 成为四大 印刷方式。印刷的图文部分可透过 油墨 漏印到纸张或其他印物 上。丝网印刷 是印刷行业中应用最广泛的一种。广泛运用在塑料、纸张、金属、 橡 胶、玻璃、针织物等各种材料上的装潢 印刷及印染、电子仪器、 印刷电路、广告宣 传等行业。 有关专家认为, 丝网印刷 除空气和水不能 印刷外,在所有材料上都可以 印刷。配誉为万能印花。随着新工艺、新材料、新技术的不断出现,使 丝网印刷 产 品趋向高档。 丝网印刷 无论在国内外都是非常有发展前途的行业。 感光制版是利用感光 胶的光化学变化。 即感光 胶受光部分产生交联, 与丝网牢 固结合在一起, 未感光部分经水冲洗, 在丝网上形成图文通透部分, 印刷时能通过 油墨 。 工艺流程: 原稿制作 ->选网 ->绷网 ->清洗 ->吹
以活字版为原版,复制成铅版,不仅可以提高印版的耐印力,而且可以用于异地或多台印刷机印刷。
铅版又叫纸型铅版,制版工艺流程为:
原稿→制纸型→浇铸铅版→修版→电镀
(一)制纸型
纸型是将专用的纸型纸,覆盖在活字版或铜锌版上,施加压力,制成供浇铸铅版用的模版。用纸型可以浇铸成平面和圆弧型的铅合金印,供平台机或轮转机印刷。纸型便于送往其它地方浇铸铅版印刷,还可以长期保存,以备再版之用。
制纸型有两种常用的方法,一种是湿制法,一种是干压法。
(1)湿制法是将原版放在铁台上面的铁框内,配置适当的铁条紧固,刷清积尘,将纸型材料放在原版上面进行打型。打型时,在纸型材料上覆盖一块湿布,在湿布表面用特制的毛刷平稳地往复敲打。打好后,用纸板把纸型空白部分垫平,再次复上湿布敲打,纸型符合质量要求后,连同铁框放入压平机加热烘烤,最后经过裁切、整理、即可使用。
湿制法原为人工敲打,现已入为机械打型。湿制法制取的纸型,笔划清秀、字迹较深,与原版相差甚小,但工艺复杂,生产效率低。
(2)干压法是一种用机械压制纸型的方法。分为冷压法和压法。冷压法制成的纸型,需要放到干燥室内进行烘干处理,热压法只针压型机的压板加热到100~120℃,在压力的作用下,即可得到纸型。
(二)浇铸铅版
在铸版机上,以纸型为模版浇铸成铅版,铸版机分为平版铸版机和圆版铸版机两种。平版铸版机浇铸的铅版供平台机印刷。圆版铸版机将铅版铸成弧形,供轮转机印刷。
(三)修版
浇铸好的铅版,要把背面刨平或刨光滑,并要进行修整和钻孔等。
(四)电镀
用电镀的方法,在铅版表面镀上铁或铬金属,可以增加印版的耐印力。镀铁的铅版,耐印力可达10万印左右,镀铬的铅版,耐印力可提高到50万印左右。
以活字版为原版,复制成铅版,不仅可以提高印版的耐印力,而且可以用于异地或多台印刷机印刷。
铅版又叫纸型铅版,制版工艺流程为:
原稿→制纸型→浇铸铅版→修版→电镀
(一)制纸型
纸型是将专用的纸型纸,覆盖在活字版或铜锌版上,施加压力,制成供浇铸铅版用的模版。用纸型可以浇铸成平面和圆弧型的铅合金印,供平台机或轮转机印刷。纸型便于送往其它地方浇铸铅版印刷,还可以长期保存,以备再版之用。
制纸型有两种常用的方法,一种是湿制法,一种是干压法。
(1)湿制法是将原版放在铁台上面的铁框内,配置适当的铁条紧固,刷清积尘,将纸型材料放在原版上面进行打型。打型时,在纸型材料上覆盖一块湿布,在湿布表面用特制的毛刷平稳地往复敲打。打好后,用纸板把纸型空白部分垫平,再次复上湿布敲打,纸型符合质量要求后,连同铁框放入压平机加热烘烤,最后经过裁切、整理、即可使用。
湿制法原为人工敲打,现已入为机械打型。湿制法制取的纸型,笔划清秀、字迹较深,与原版相差甚小,但工艺复杂,生产效率低。
(2)干压法是一种用机械压制纸型的方法。分为冷压法和压法。冷压法制成的纸型,需要放到干燥室内进行烘干处理,热压法只针压型机的压板加热到100~120℃,在压力的作用下,即可得到纸型。
(二)浇铸铅版
在铸版机上,以纸型为模版浇铸成铅版,铸版机分为平版铸版机和圆版铸版机两种。平版铸版机浇铸的铅版供平台机印刷。圆版铸版机将铅版铸成弧形,供轮转机印刷。
(三)修版
浇铸好的铅版,要把背面刨平或刨光滑,并要进行修整和钻孔等。
(四)电镀
用电镀的方法,在铅版表面镀上铁或铬金属,可以增加印版的耐印力。镀铁的铅版,耐印力可达10万印左右,镀铬的铅版,耐印力可提高到50万印左右。
薄卷筒凸版包括薄铅版、塑料版以及感光聚合物凸版等。20世纪70年代以后国内使用最多的是薄铅版,铅版厚度比原来减薄了 2/3,不仅降低了成本,而且缩短了制版工艺流程,印刷速度及质量均有提高。塑料复制版装版比较轻便,但成本大于薄铅版。感光聚合物凸版是最有发展前途的一种薄卷筒凸版,制版速度快,质量好,可直接与照相排字和照相制版工艺相匹配。
也有使用薄卷筒凸版通过橡皮布转印的,称为干胶印或凸版胶印。2100433B
