选择特殊符号
选择搜索类型
请输入搜索

冬季气温低,柴油机汽缸盖易发生裂缝漏水。其主要原因有以下几个方面:
1、起动后才加冷却水。柴油机起动后,机内温度立即升高,如果这时加入冷却水,汽缸体与汽缸盖急剧冷却,就会因冷缩而裂缝。
2、停机后,没有放冷却水。机内水冻结成冰,体积增大,发生汽缸体和汽缸盖胀裂。
3、柴油机运转时,冷却水不足或水箱开锅机温过高,突然加入冷却水。汽缸体和汽缸盖过冷收缩也会引起开裂。
4、柴油机长时间运转,机内温度高,停车后立即放掉高温水。会导致高温 零件骤遇冷空气而开裂。
5、使用减压机停机,使高温的气缸盖突然遇到寒冷空气而导致开裂。
防止各类汽缸体和汽缸盖开裂有以下方法:
1、起动柴油机前,应先给水箱加入温热水,严冬季节要灌注热水2~3次,待放水阀中流出的水约30~50℃时起动为佳。
2、柴油机运转时间较长时,停机后应等待半个小时左右,机温下降到40~50℃时再放冷却水。放完水后最好用细铁丝捅通放水阀开关,防止沉淀物堵塞放水阀。
3、柴油机运转过热严重缺水时,应让柴油机低速空转10~15分钟,然后再慢慢加入冷却水。
1.汽缸盖工作条件及要求
汽缸盖承受气体力和紧固气缸盖螺栓所造成的机械负荷,同时还由于与高温燃气接触而承受很高的热负荷。为了保证气缸的良好密封,汽缸盖既不能损坏,也不能变形。为此气缸盖应具有足够的强度和刚度。为了使汽缸盖的温度分布尽可能的均匀,避免进、排气门座之间发生热裂纹,应对汽缸盖进行良好的冷却。
2.汽缸盖材料
汽缸盖一般都由优质灰铸铁或合金铸铁铸造,轿车用的汽油机则多采用铝合金汽缸盖。
3.汽缸盖构造
汽缸盖是结构复杂的箱形零件。其上加工有进、排气门座孔,气门导管孔,火花塞安装孔(汽油机)或喷油器安装孔(柴油机)。在汽缸盖内还铸有水套、进排气道和燃烧室或燃烧室的一部分。若凸轮轴安装在汽缸盖上,则汽缸盖上还加工有凸轮轴承孔或凸轮轴承座及其润滑油道。
水冷发动机的汽缸盖有整体式、分块式和单体式3种结构形式。在多缸发动机中,全部气缸共用一个汽缸盖的,则称该汽缸盖为整体式汽缸盖;若每两缸一盖或三缸一盖,则该气缸盖为分块式汽缸盖;若每缸一盖,则为单体式汽缸盖。风冷发动机均为单体式汽缸盖。
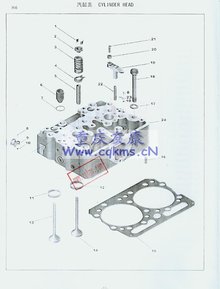
汽缸盖 (Cylinder Head)
引擎的盖子及封闭汽缸的机件,包括水套和汽门及冷却片。
汽缸盖是由铸铁或铝合金铸制,是气门机构的安装基体,也是汽缸的密封盖,好气缸及活塞顶部组成燃烧室。许多已采用把凸轮轴支撑座及挺杆导向孔座与汽缸盖铸成一体的结构。
汽缸盖损坏现象多为缸盖与缸孔密封平面的翘首变形(使密封遭到破坏),进、排气门座孔裂纹,火花塞安装螺纹损却等。特别是用铝合金浇筑的缸盖,因其材料硬度较低,强度也相对较差,比较容易变形和损伤,故消耗量较铸铁制为多 。

汽缸盖的结构形式有2种:1、整体式;即发动机机体上各气缸高共同一个汽缸盖。优点是结构紧凑零件少,但结构受力不会均匀,构形复杂。铸造废品率高。2、分段式:可以是每个气缸单独用一个汽缸盖,也可以是每两个或...
分汽缸也叫分汽包,它是蒸汽锅炉的主要配套设备,广泛用于发电、石油化工、钢铁、水泥、建筑等行业。
首先你要明白汽缸垫的作用,汽缸垫是用来密封水套和缸套的.汽缸垫冲了,就会造成水套和缸套不密封,水套里的水会进入缸套,缸套里面的气体也会进入到水套.一方面水会减少,另一方面缸套里面的气体温度是很高的,当...
1、气缸盖螺栓要均匀上紧,并正确调整供油时间。
2、水箱内应加软水,并尽可能少换水。
3、柴油机应避免长期在超负荷下工作。
4、发动机正在工作而水箱偶而缺水时,不得立即熄火,而应低速运转徐徐加水。不得在发动机走热后加冷水,停车后应等水温至40℃以下后再放水。寒冬季节起动不能立即加开水,而应先加热水而加开水。
5、装配时应检查各冷却水孔是否畅通。定期用碱性溶液清洗冷却系,及时清除水垢油污。
气缸是柴油机的重要组成部分,应尽量减小气缸的磨损,有助于提高柴油机的性能和使用寿命。
1、导致气缸早期磨损的原因
(1)新的或大修后的发动机没有经过严格的磨合试运转就投入作业,造成气缸等零件的早期磨损。
(2)长期超负荷作业。由于发动机长期超负荷作业,使机温上升、润滑油变稀、润滑不良,加速了缸套、活塞和活塞环等零件的磨损。又由于机油上升,充气系数下降,燃油与空气比例失调,燃烧不完全,气缸等零件积炭增多,引起气缸故障,从而加快了气缸的早期磨损。
(3)长时间怠速运转。当发动机长时间怠速运转时,机温过低,润滑差,燃烧不完全,产生积炭多,加速了气缸的早期磨损。又由于机温低,气缸里易产生酸性物质,从而腐蚀气缸,产生麻点剥落,引起气缸的早期磨损。
(4)频繁的起动。发动机熄火后,润滑油路中的机油很快流回到油底壳内,所以频繁起动,会使缸套、活塞和活塞环等零件表面处于干摩擦或半干摩擦的状态,必然加速气缸套的磨损。
(5)不重视空气滤清器的保养,致使空气滤清器滤芯堵塞严重,不经滤清器的空气直接进入气缸。而空气中所含的各种灰尘杂质,其中二氧化硅占一半以上,其硬度超过钢铁,所以进入气缸里的空气,加速了气缸磨损。
(6)不定期更换机油。机油使用一定时间后,逐渐老化变质,失去润滑作用,同时混入一些机械杂质引起磨料磨损。
(7)发动机起动预热期间供燃油。多缸柴油机在温度低于5℃时,必须经过充分预热后才能向气缸供油,但在预热期间供油,不仅起动困难,而且提早喷入的燃油,由于煅烧不完全,气缸积炭增多,加速了气缸的磨损。
(8)发动机起动后不经预热就投入作业,因机温过低,马上加大油门,燃烧不完全,气缸积炭增多,加速了气缸磨损。
(9)发动机带病作业。如连杆弯曲、扭曲、各配合零件松旷或过紧等。
(10)选用润滑油不注意规格。
(11)"轰油门"。有些机手在停机前轰几下油门,企图将气缸里的余油燃烧干净,其实适得其反,由于油门忽大忽小,燃油与空气混合不均匀,燃烧不完全,产生积炭多,加速了气缸磨损。
2、预防气缸早期磨损的措施
(1)新的或大修后的柴油机必须经过严格的磨合试运转后才能正式投入作业。
(2)定期检查保养空气滤清器、机油滤清器、柴油滤清器,使之处于良好的技术状态下工作,这是防止尘埃杂质由空气、燃油和机油通道中进入气缸,减轻气缸磨损,延长发动机使用寿命的一项重要措施。
(3)定期更换油底壳机油,加入的机油必须符合说明书的要求。更换油底壳机油时,应仔细清洗油底壳及润滑油路,其方法是先放尽变质机油,用相同数量的干净柴油,倒入油底壳,起动发动机,怠速运转3-5分钟后,放尽清洗柴油,然后揩净油底壳,同时清洗机油滤清器,最后加入规定份量的机油。
(4)严禁先起动后加水,否则易使气缸骤冷而裂损。
(5)经常保持发动机正常工作温度,过高则机油稀释,润滑条件恶化;过低则产生酸性腐蚀,引起麻点剥落。一般适宜的工作温度为70-80℃,蒸发式发动机可稍高些。
(6)起动发动机时应注意预润滑,因为当发动机熄火后,润滑系中的机油绝大部都流到油底壳,各运动副表面处于干磨擦和半干磨擦,若马上起动,必然加剧气缸等零部件磨损速度,因此在起动时先摇转曲轴数十圈,使运动副表面预先得到一定润滑。
(7)起动发动机后预热一段时间,因为此时发动机温度较低,气缸等零件还未得到充分润滑,否则加快缸套、活塞、活塞环、轴颈与轴瓦磨损。当发动机温度达40℃起步,60℃正式投入作业。
(8)禁止长时间超负荷作业。
(9)禁止发动机长期急速运转。因为发动机长期急速运转时,喷油嘴雾化不良,燃油与空气混合不均匀,燃烧不完全,气缸易产生积炭,加剧了气缸磨损。另外长期怠速运转也加速磨损。
(10)正确进行起动,并尽量减少起动次数,如停机不超过15分钟,不用熄火,以减少起动次数。起动发动机时,不要将油门放到最大位置强行起动,否则使气缸内喷入的柴油过多,导致起动不着,即使能起动,由于气缸内燃油过多,燃烧不完全,产生积炭而加剧磨损。一般来说,当气温在15℃以下时,起动开始不要加油门,空转曲轴数圈,感到轻松后再加小油门起动。
(11)严禁轰油门。轰油门不仅引起连杆、曲轴变形,甚至曲轴折断,而且燃烧不完全。
(12)严禁带病作业。应加强维护,及时检修,如保持活塞环开口间隙符 合规定,不使用不符合要求的活塞环,以减少气缸积炭;按发动机装配工序检查活塞"偏缸",如不符合规定,应及时查明原因予以排除;定期检查高速气门间隙与供油提前角,使燃油与空气混合均匀,燃烧正常,减少积炭;连杆、曲轴发生弯曲和扭曲时,应及时校正,并保证曲轴的轴向间隙符合技术要求。
(13)作业时不允许突变油门,如因工作负荷改变需改变油门时,也应缓慢进行。
(14)树立清洁意识。保养维护时,就注意保持人身、工具及零件的清洁,以免把铁屑、泥砂等磨粒带入气缸而使气缸产生早期磨损


 陶瓷涂层排气道汽缸盖
陶瓷涂层排气道汽缸盖
陶瓷涂层排气道汽缸盖
陶瓷涂层排气道汽缸盖
 铝合金汽缸盖重力铸造的工序质量控制
铝合金汽缸盖重力铸造的工序质量控制
铝合金汽缸盖重力铸造的工序质量控制
在铝合金铸造行业中,汽车发动机铝合金汽缸盖是一种结构复杂、壁厚不均匀的铸件,铸件壁厚一般为3.0-4.5mm(最薄处只有2.5mm左右),尺寸精度及力学性能要求高,而且不同类型的发动机缸盖结构、形状也千差万别,因此,铝缸盖的铸造工艺难度大,成品率较好水平也不过在85%左右。

链接:https://mp.weixin.qq.com/s/zY6uDrBB3SePYnsvVCD7mA
前言
汽车主要零部件组成中,汽缸盖、汽缸体、曲轴等部分形位复杂,加工难度最大。之前我们分享过汽缸盖部分的加工图解(19图详解汽缸盖加工19序),本期我们来看缸体加工的难点解决办法。

汽缸体主要加工面
1.曲轴孔半圆面粗加工(铸铁件)

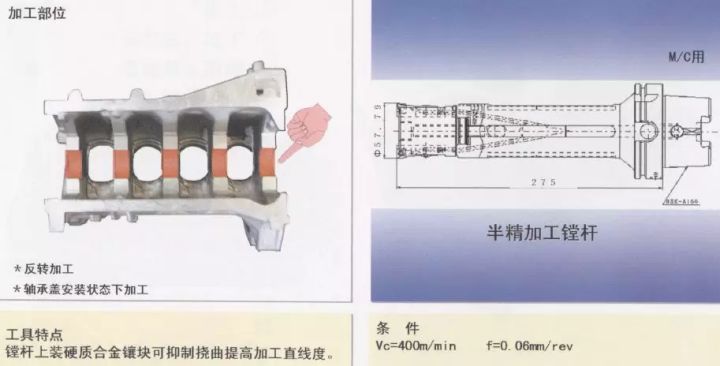
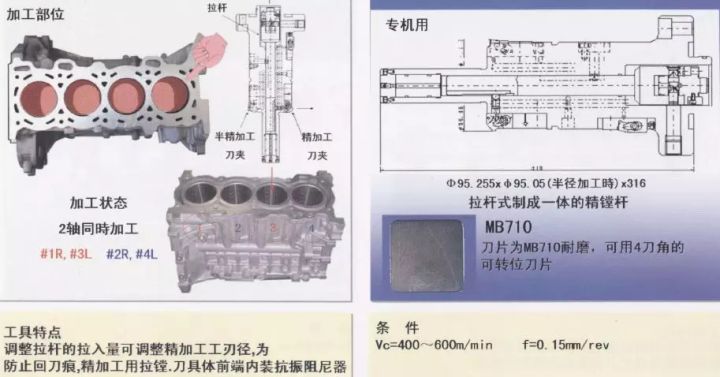
2.曲轴孔半精加工镗削(铝合金件)
3.曲轴孔精镗(铸铁件)
4.曲轴孔精镗·确定轴向宽度加工(铸铁件)
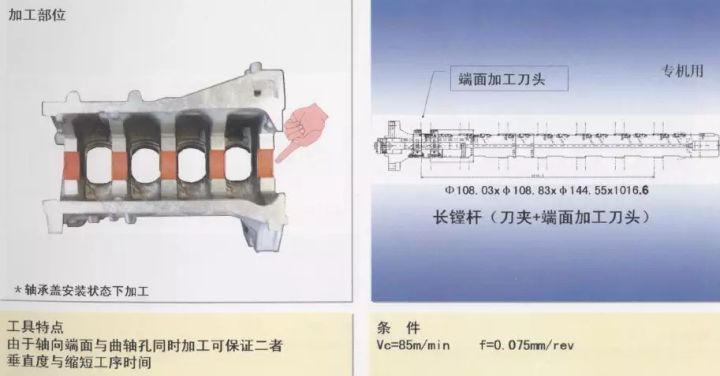
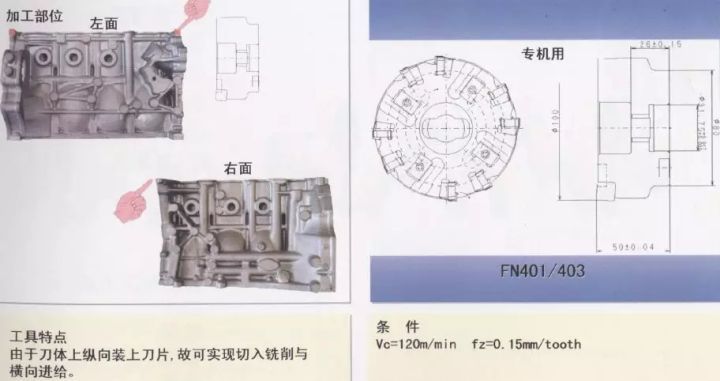
5.决定轴颈部位宽度的两侧边铣削(铸铁件)
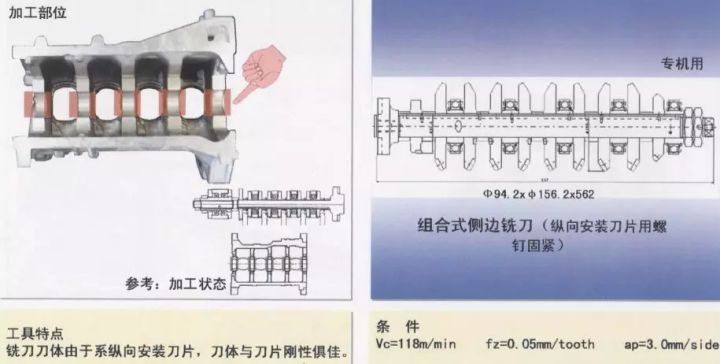
6. 决定轴颈部位宽度的两侧边铣削(铝合金件)
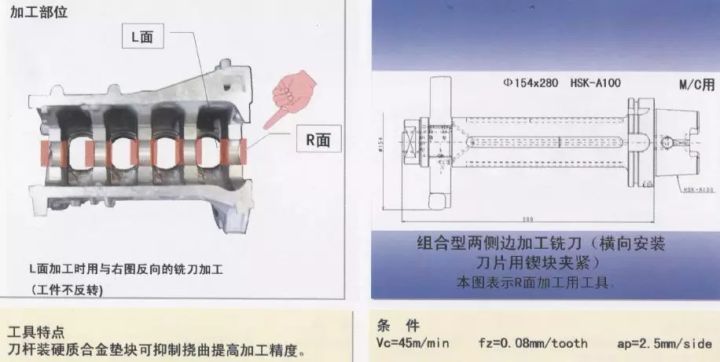
7. 决定轴颈部位宽度的两侧面加工用铣刀(铸铁件)

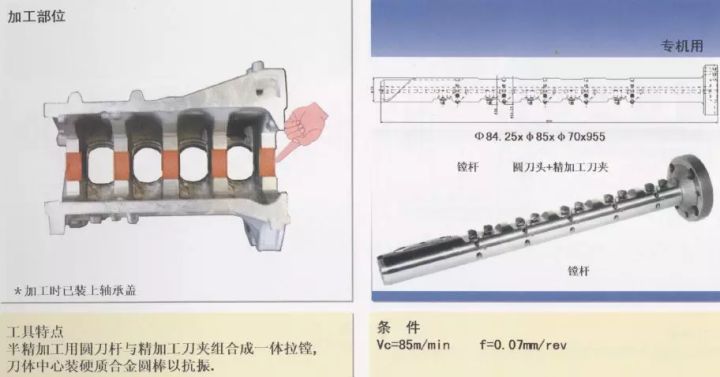
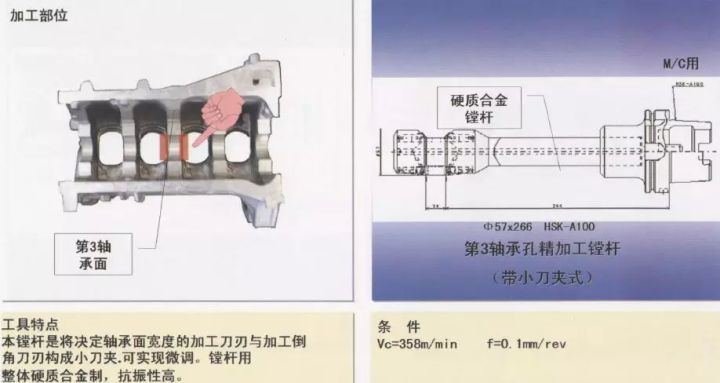
8.第3轴承面精镗(铸铁件)
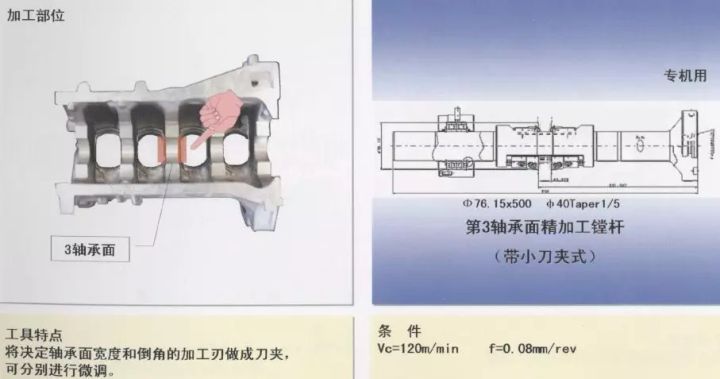
9. 第3轴承面精加工(铸铁件)
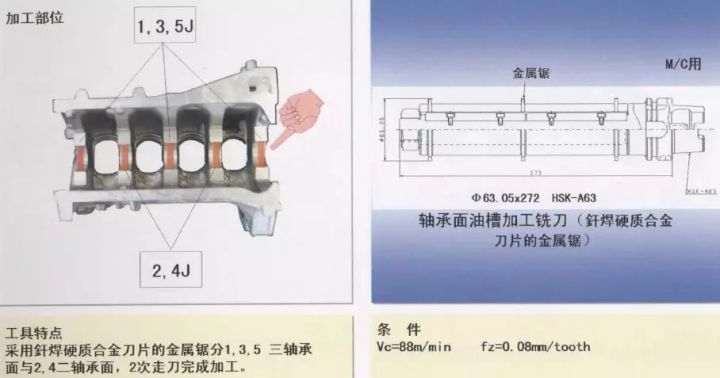
10.轴承面油槽加工(铸铁件)
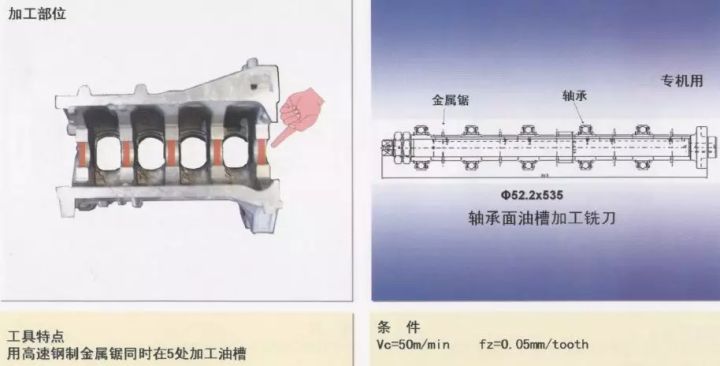
11.轴承面油槽加工(铸铁件)
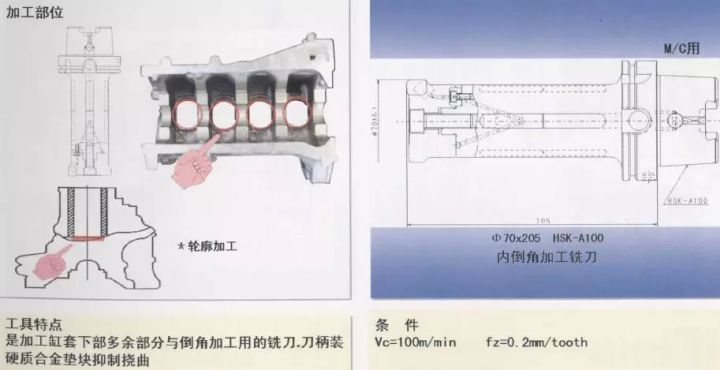
12.缸孔粗镗

13.缸孔粗镗

14.缸孔精镗
15.缸孔精镗

16.缸孔内倒角加工(铝合金件)
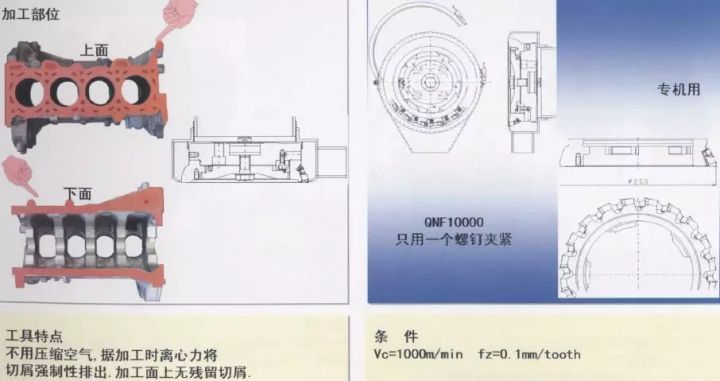
17.上下面粗铣(铝合金件)

18.上下面粗铣(铝合金件)
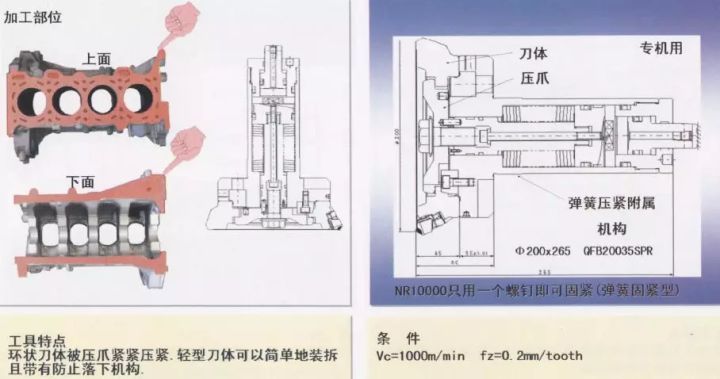
19.上下面精铣(铝合金件)
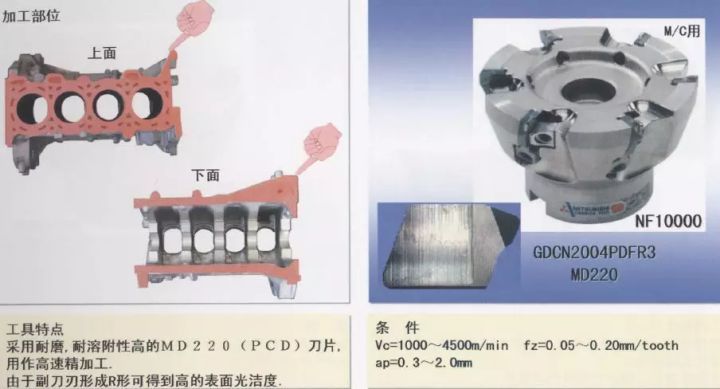
20.上下面精铣(铝合金件)
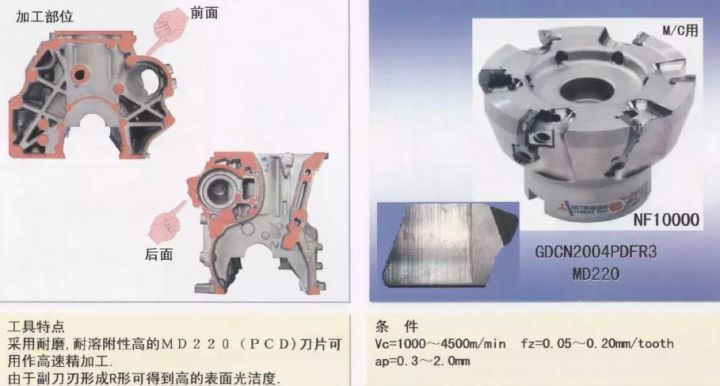
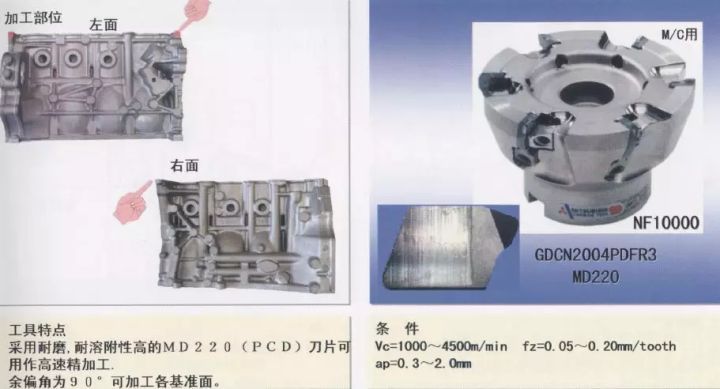
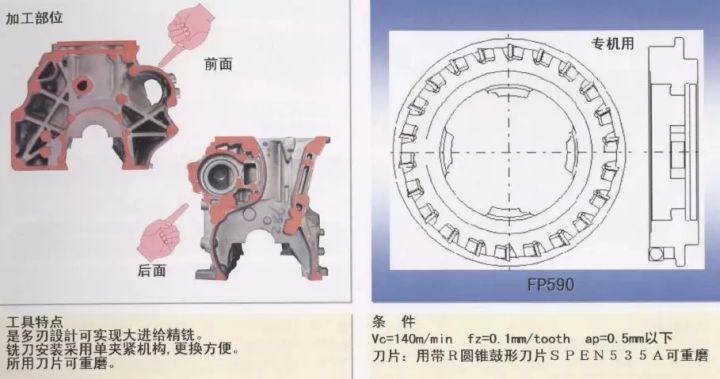
21.前后面精铣(铝合金件)

22.前后面精铣(铝合金件)
23.搬送用基准面铣削(铝合金件)
24.轴承盖座粗铣(铸铁件)

25.轴承盖座精铣(铸铁件)

26.上下面粗铣(铸铁件)

27.上下面精铣(铸铁件)

28.下面精铣(铸铁件)

29.前后面粗铣(铸铁件)

30.前后面精铣(铸铁件)

31.前后面精铣(铸铁件)
32.搬送用基准面铣削(铸铁件)
33.各种孔加工

链接:https://mp.weixin.qq.com/s/ca_RqRKTpwBhMhEp0DZ_Ng
V型发动机的缺点是必须使用两个汽缸盖,结构较为复杂。另外其宽度加大后,发动机两侧空间较小,不易再安排其它装置。
1、起动后才加冷却水。柴油机起动后,机内温度立即升高,如果这时加入冷却水,汽缸体与汽缸盖急剧冷却,就会因冷缩而裂缝。
2、停机后,没有放冷却水。机内水冻结成冰,体积增大,发生汽缸体和汽缸盖胀裂。
3、柴油机运转时,冷却水不足或水箱开锅机温过高,突然加入冷却水。汽缸体和汽缸盖过冷收缩也会引起开裂。
4、柴油机长时间运转,机内温度高,停车后立即放掉高温水。会导致高温零件骤遇冷空气而开裂。
5、使用减压机停机,使高温的气缸盖突然遇到寒冷空气而导致开裂。
防止各类汽缸体和汽缸盖开裂有以下方法:
1、起动柴油机前,应先给水箱加入温热水,严冬季节要灌注热水2~3次,待放水阀中流出的水约30~50℃时起动为佳。
2、柴油机运转时间较长时,停机后应等待半个小时左右,机温下降到40~50℃时再放冷却水。放完水后最好用细铁丝捅通放水阀开关,防止沉淀物堵塞放水阀。
3、柴油机运转过热严重缺水时,应让柴油机低速空转10~15分钟,然后再慢慢加入冷却水。