选择特殊符号
选择搜索类型
请输入搜索

(1)字模镌刻
字模是用铜或其它金属制成的,一般是凹型字符的铸字模具。可以用铸字机通过字模将铅合金制成活字,用来进行活字印刷。制造字模的方法主要有冲压字模法、电镀字模法、雕刻字模法等三种。
冲压字模法。先雕刻出凸形的钢字(也叫冲压原模),把它放在铜坯上用力冲压,即可制出凹形字模。冲压字模耐用、加工简单,但只能制作笔划简单的字,对外文字母比较适用。
电镀字模法。先用电镀的方法,在手工雕刻的铅字上镀一层较厚的铜,然后把铜层剥下来,从背面浇铸铅或锌,再锯成小块,镶嵌在铜坯上,便制成了字模。电镀字模,价格便宜、设备简单,但加工时间较长,使用寿命低。
雕刻字模法。把事先加工好的铜坯,用卡具固定在字模雕刻机上,利用缩放原理,在已经制作好的字模板上,按照字的笔划依次描绘,由于描绘头与雕刻刀是同步进行的,所以在字模版上描完一个字的同时,在铜坯上也就将字刻好了。
(2)铸造铅活字
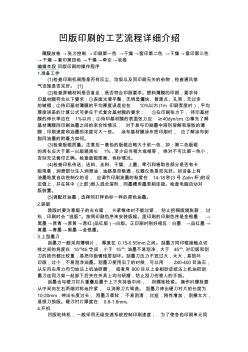
铸制活字(包括符号、花饰、图案)、空铅、铅条、书边线的工艺,简称铸字,所用材料为熔点较低的铅合金。形成活字字面的工具称字模(旧名铜模)。字模字形是凹下的正字。字模制造方法有:用铅字电镀成模;依手写的字稿摄制成阴文锌版,在专用雕刻机上刻成;机刻成阳文钢字再冲压成字模。活字以铸字机铸造。铸字机由能加热熔铅并有泵和喷铅嘴的铅锅、铸型 (俗称"字盒子",空铅铸型的高度略低)、 安装字模的装置、加热装置和传动装置等构成。机器运转,铸型口对准喷铅嘴,熔铅被泵压入铸型,就铸成活字或空铅。浇铸铅条和书边线的专用机械称铸条机,结构原理与铸字机基本相同(右图为铅活字模结构示意图)。
(3)拣字排版
汉字所使用的单字很多,一般有7000多字,分成常用字和部位字。分别放人字盘内,存放在字架上。常用字与部位字并无严格划分,根据各厂使用情况而定。常用字盘一般采用依照关联文字放射式地一个连一个编在相近处,或组成连串字,部位字盘常按部首存放,每种字体,每种字号都有一付字架。拣字(如图6-5)根据原稿和设计要求将活字排成毛条,把需要的字体。字号的文字、标点及符号从字架的字盘中拣出,按照先后次序放在手盘中,拣集成完整的词句和文章。再将练完的毛坯移放到铁盘,待袋版用。拣字的速度和质量对排版起着重要的作用。
拣字的方法有撮正毛坯和非撮正毛坯两种。
撮毛坯是依照原稿,撮出字行段落,排齐行长。连同行中的标点符号同时排入,行首行尾均按
格式填满空铅。撮正毛坯经过校对改正后,装版工人只需按照版面规格要求插入铅条,装人图
表等。这种排法,一般适用于政治理论稿,文艺稿。
非撮正毛坯是拣字时,不分段落和字行长短,不排入空铅和标点符号直接排到底。装版工人对
非撮正毛坯要全部重新装版。排版效率低。这种排法一般适用于有较多图表,各种外文文字及
公式的科技书。
(4)装版
装版(page make-up)也称拼版或组版,是样版中的一个重要环节。
装版是将拣好的毛坯、插图版,依照原稿及设计的版面规格要求,将汉字、外文、公式、表格
、插图、专名线等组成一定大小尺寸完整的活字版,按印刷品的性质不同,可分为书刊装版和
零件装版等。
(5)印刷
利用铅活字印刷机在羊皮纸等纸上将模板印刷成成品。
1450年前,谷登堡有机会在修道院研究珍贵的手写书籍。当时一个修士要花好几年的时间始方可写完一本圣经,将上帝的思想、言词让每个人都有机会获知是很困难的事。因此,谷登堡开始想一种"模拟书写"的方法,他熟知制造硬币的钢模、印制扑克牌的木刻版和铸造钟铃的字模方式来制成印刷版子,但很快他就察觉到每个字母必须要分开,且要可以移动,为要耐压则决不可用柔软的木材,而是坚硬的金属。
他的第一个目标是使用溶化的金属铸造个别的铅字,为此古登堡选用手写字体作为蓝本,为了要模拟手写格式,特别是缩写两个合并字母,这与个别字母间尚有许多需修改之处。更要叫一般人不易分辨手写书籍和铅字印刷品的差别,他特地选用"textura"字体 (哥德体的一种)作为范本,这种字体是修士们用于他们礼拜仪式的文件上,但个别字母的铸造并不容易,必须要同一高度,开始可能得到的印刷品质不均一。同时须为每个字母与每个符号制作一个钢模,压在软铜块上形成一个铜模,如此即可铸造大量的铅字。为此目的,谷登堡发明一种手铸工具,将铜模放置其中,只要倾入溶化的合金,字母与符号即可产生,这种合金包含铅、锑、锡与少许比例的铋金属。
但仅是如此仍然不够,印墨也必须自行生产,纸张或羊皮纸必须要在手边。由于手抄纸的边缘相当粗糙,用破布制造的纸价格又相当昂贵,为要印30本上等皮纸圣经,谷登堡必须储藏近10,000张羊皮纸。然而这一切首要工作,仍是要制造一部印刷机,经过努力谷登堡发明了一部印刷机。

煤层气压缩机与天然气压缩机是一样的。因为本身天然气的主要成份与煤层气的主要成份都是一样的。都是甲烷。具体地讲目前天然气压缩机主要可以分为三大类。传统的体积式压缩机、液压驱动压缩机及液压平推压缩机。以体...
平面印刷机与曲面印刷机的主要区别就是印刷材质不一样,顾名思义平面印刷的材质是不能弯曲的材料,比如瓷砖、玻璃、金属板、亚克力等等,曲面有玻璃瓶等材料,平面印刷主要是uv平板打印机,曲面印刷机的话大多是丝...
制氮机的工艺原理是利用氮分子大于氧分子的特性,使用特制的分子筛把空气中的氧离分出来。首先,用压缩机迫使干燥的空气通过分子筛进入抽成真空的吸附器中,空气中的氮分子即被分子筛所吸空分制氧系统包括空压机系统...

 凹版印刷的工艺流程
凹版印刷的工艺流程
凹版印刷的工艺流程
凹版印刷的工艺流程详细介绍 薄膜放卷 →张力控制 →印刷第一色 →干燥→套印第二色 →干燥→套印第三色 →干燥→套印第四色 →干燥→牵引→收卷 编辑本段 凹版印刷的操作程序 1.准备工作 (1)检查印刷机周围是否有灰尘、垃圾以及同印刷无关的杂物,检查通风排 气设施是否完好。 [1] (2)检查原辅材料是否备足,是否符合印刷要求。塑料薄膜的印刷,要求待 印基材膜符合以下要求:①表面光滑平整,无明显僵块、黄黑点、孔洞,无过多 的皱褶;②待印基材薄膜的平均厚度误差应在 10%以内 (1m 印刷宽度时 ),平均 厚度误差的计算公式可参见干式复合基材膜的要求; ③在印刷张力下, 待印基材 膜的伸长率应在 1%以内;④待印基材膜的表面张力应 ≥40dyn/cm;⑤事先了解 基材薄膜同印刷油墨之间的亲合性情况, 对于易与印刷墨中溶剂溶解和溶胀的薄 膜,印刷速度和油墨的浓度可大一些。 涂布基材膜涂布层印
 种曲机工艺流程
种曲机工艺流程
种曲机工艺流程
种曲机工艺流程 种曲机工作的工艺流程包括:拌料、灭菌、冷却、接种、培养、 出料。 1. 拌料:将种曲原料和水按比例配制,放到曲盒里,将曲盒放 到种曲车上; 2. 灭菌:将曲车推到种曲机内,关闭舱门,打开进蒸汽阀门和 桶体排空阀门,对桶体内排空和灭菌,同时对压缩空气管路 和空气过滤器灭菌 1min,排空时要观察排气口,排出气体为 白色蒸汽时才能关闭排空阀门,这样能确保排净桶体内的冷 空气,排空时间大约为 15min,灭菌压力 0.1-0.15MPa,温度 110-120℃,保温时间 30min,打开桶体底部排水阀排除冷凝 水,排净后关闭阀门; 3. 冷却:打开风机,关闭所有桶体阀门,桶体夹层通冷却水, 对桶体冷却,开始时,打开冷却塔水循环管路的进回水阀门, 用冷却塔常温水冷却,温度降至 40℃时,再打开冷水循环管 路的进回水阀门,用冷水机组中冷水冷却, 温度降至 34-36℃, 同时桶体内形
