助焊剂 此法多用于大截面导线连接。方法和要求是:先将连接端头去掉一段绝缘,16平方毫米的导线去掉60毫米,35平方毫米去掉80毫米,70平方毫米去掉100毫米。焊前应把两根裸导线头靠近绝缘层部分缠以浸过水的石棉绳,并用铁丝把两根导线绑在一起,当加热到导体熔点时(一般用高压喷灯),把助焊剂涂上,借助助焊剂的填充和搅拌作用,使连接处端面的金属线芯融合在一起。接头焊好后,要立即清除残渣和助焊剂(可趁热用棉纱沾水把接头擦干净)。
-

选择特殊符号
选择搜索类型
请输入搜索
助焊剂 此法多用于大截面导线连接。方法和要求是:先将连接端头去掉一段绝缘,16平方毫米的导线去掉60毫米,35平方毫米去掉80毫米,70平方毫米去掉100毫米。焊前应把两根裸导线头靠近绝缘层部分缠以浸过水的石棉绳,并用铁丝把两根导线绑在一起,当加热到导体熔点时(一般用高压喷灯),把助焊剂涂上,借助助焊剂的填充和搅拌作用,使连接处端面的金属线芯融合在一起。接头焊好后,要立即清除残渣和助焊剂(可趁热用棉纱沾水把接头擦干净)。
助焊剂此法多用于大截面导线连接。方法和要求是:先将连接端头去掉一段绝缘,16平方毫米的导线去掉60毫米,35平方毫米去掉80毫米,70平方毫米去掉100毫米。焊前应把两根裸导线头靠近绝缘层部分缠以浸过水的石棉绳,并用铁丝把两根导线绑在一起,当加热到导体熔点时(一般用高压喷灯),把助焊剂涂上,借助助焊剂的填充和搅拌作用,使连接处端面的金属线芯融合在一起。接头焊好后,要立即清除残渣和助焊剂(可趁热用棉纱沾水把接头擦干净)。
气焊连接工具焊接是用电焊或气焊连接,多用于不需拆卸的地方。不得采用锡焊绑接

气保焊焊铝应该是用双脉冲的气体保护焊机焊接。1、气保焊焊接铝就是一种半自动送丝的电源加自动送丝机,手工控制焊枪走丝方向,焊丝自动从焊枪出来,这就是通俗说的气体保护焊机,而气体保护焊机有分MAG和MIG...
又叫万能打火机,采用高压喷射技术(机身顶部置有增压器),气体在增压器内经过压缩,在巨大压力的作用下猛烈喷射出来,从而使火焰温度高达1300度到3000度以上。可用来加工焊接铝、锡、金、银、塑料等。如焊...
铜铜焊,用中性焰焰心尖端前2~4mm处(达到3000多度)预热,在焊口左右移动均匀加热,将管烧到暗红色(管温达700多度),用管的温度熔化焊条。你焊出现不光滑,温度没控制好
接触焊焊接是管路连接的主要形式,一般采用气焊、手工电弧焊、手工氩弧焊、埋弧自动焊、埋弧半自动焊、和气压焊等。在施工现场焊接碳钢管路,常采用气焊或手工电弧焊。电焊的焊缝强度比气焊的焊缝强度高,并且比气焊经济,因此,应优先采用电焊连接。只有公称直径小于80mm,壁厚小于4mm的管子才用气焊连接。
手工电弧焊1.根据设计要求,工作压力在0.1MPa以上的蒸汽管道、一般管径在32mm以上的采暖管道以及高层建筑消防管道可采用电、气焊连接。
2.管道焊接时应有防风、防雨雪措施,焊区环境温度低于-20℃,焊口应预热,预热温度为100-200℃,预热长度为200-250mm。
3.一般管道焊接为对口形式及组对。
4.焊接前要将两管轴线对中,先将两管端部点焊牢,管径在100mm以下可点焊三点,管径在150mm以上以点焊四点为宜。
5.管材壁厚在5mm以上者应对管端焊口部位铲坡口,如用气焊加工管道坡口,必须除去坡口表面的氧化皮,并将影响焊接质量的凹凸不平处打磨平。
6管材与法兰盘焊接,应先将管材插入法兰盘内,先点焊2-3点再用角尺找正找平后方可焊接,法兰盘应两面焊接,其内侧焊缝不得凸出法兰盘密封面。2100433B


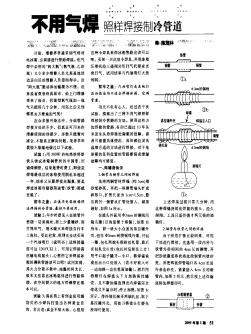 不用气焊照样焊接制冷管道
不用气焊照样焊接制冷管道
不用气焊照样焊接制冷管道
不用气焊照样焊接制冷管道——不用气焊照样焊接制冷管道
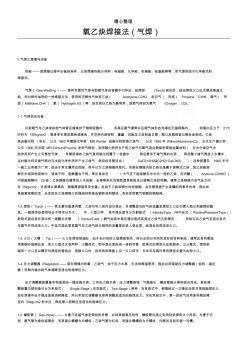 氧乙炔焊接法(气焊)
氧乙炔焊接法(气焊)
氧乙炔焊接法(气焊)
精心整理 氧乙炔焊接法(气焊) 1.气焊之原理与设备 热能——是焊接过程中必备的条件,已知焊接热能分列有:电磁能,化学能,机械能,结晶能等等;而气焊则屈于化学能式的 焊接法。 气焊( Gas-Welding)——是将可燃性气体与助燃气体自容器中引导出,经焊炬 (Torch)混合后,经由焊炬火口处点燃成高温火 焰,并对焊件加热的一种焊接方法,使用的可燃性气体有乙炔( Acetylene,C2H2,电石气),丙烷( Propane,C3H8,煤气),甲 烷(Methane,CH4),氢( Hydrogen,H2)等,但目前以乙炔为最常用;助燃气体则为氧气 (Oxygen,O2)。 1-1.气体供应设备: 目前氧气与乙炔或其他气体皆压缩储存于钢制容器内, 而高压氧气通常以压缩气体形态充填在无缝钢瓶内, 则瓶内压力于 21℃ 时约为 150kg/cm2,瓶身多半漆成黑色或绿色,并注明内部容积,重量
