气体灭火系统浸渍时间文献

 安素气体灭火系统
安素气体灭火系统
安素气体灭火系统
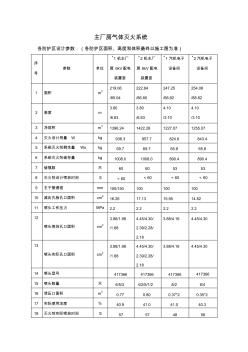
主厂房气体灭火系统 各防护区设计参数:(各防护区面积、高度和体积最终以施工图为准) 序 号 参数 单位 #1 机主厂 房 6kV配电 装置室 #2 机主厂 房 6kV配电 装置室 #1 汽机电子 设备间 #2汽机电子 设备间 1 面积 m2 219.06 /85.04 222.84 /86.80 247.25 /68.82 254.08 /68.82 2 高度 m 3.80 /6.63 3.80 /6.63 4.10 /3.10 4.10 /3.10 3 净容积 m3 1396.24 1422.28 1227.07 1255.07 4 灭火设计用量 W kg 938.3 957.7 824.6 843.4 5 系统灭火剂剩余量 Ws kg 69.7 69.7 65.8 65.8 6 系统灭火剂储存量 kg 1008.0 1008.0 890.4 89
 气体灭火系统 (2)
气体灭火系统 (2)
气体灭火系统 (2)
气体灭火系统的分类 按防护对象的保护形式:全淹没系统和局部应用系统; 按其安装结构形式: 管网灭火系统 (可分为组合分配灭火系统和单元独立灭火系统) 和无管 网柜式灭火装置(预制灭火系统)柜式气体灭火装置、悬挂式气体灭火装置; 按使用的灭火剂分类: 二氧化碳、 卤代烷 1211、1301、七氟丙烷、三氟甲烷、混合气体 IG541、 SDE、气熔胶等。 按储存压力可分为: 高压灭火系统和低压灭火系统。高压 (常温) 5.17MPa,低压( -20~-18) 2.07MPa 按加压方式分类 1.自压式气体灭火系统 2.内储压式气体灭火系统 3.外储压式气体灭火 系统 系统灭火机理 二氧化碳灭火作用主要在于窒息, 其次是冷却; 二氧化碳的物态为气相, 当贮 存于密封高压气瓶中,低于临界温度 31.4℃时是以气、液两相共存的。 七氟丙烷灭火 系统 七氟丙烷灭火主要是由于它的去除热量的速度快, 其