气体灭火系统浸渍时间简介文献

 气体灭火系统简介
气体灭火系统简介
气体灭火系统简介
灭火系统简介 ●灭火特点 1) 保护环境。 IG-541 灭火系统采用的 IG-541 混合气体灭火剂是由 大气层中的氮气( N2)、氩气( Ar)和二氧化碳( CO2)三种气体 以 52%、40%、8%的比例混合而成, 故它的释放只是将这些天然的 气体放回大气层,对臭氧耗损潜能值( ODP)为零、温室效应潜 能值( GWP)为零,且此灭火剂在灭火时不会发生化学反应,不 污染环境、无毒、无腐蚀、电绝缘性能好。 2) 保护生命安全。 IG-541 混合气体是一种无色透明的气体, 喷放时 不会形成浓雾而影响视野,利于逃生,且防护区内的工作人员仍 能正常地呼吸,便于火灾发生后能及时扑救, 减少损失。 3) 保护财产安全。 IG-541 混合气体以压缩气体的形式储存, 喷放时 温度变化很小,不会对保护设备构成伤害。 ●灭火机理 通过降低防护区内的氧气浓度(由空气正常含氧量的 21%降至 12.5%
 安素气体灭火系统
安素气体灭火系统
安素气体灭火系统
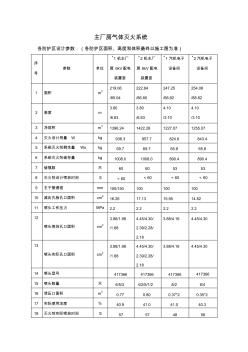
主厂房气体灭火系统 各防护区设计参数:(各防护区面积、高度和体积最终以施工图为准) 序 号 参数 单位 #1 机主厂 房 6kV配电 装置室 #2 机主厂 房 6kV配电 装置室 #1 汽机电子 设备间 #2汽机电子 设备间 1 面积 m2 219.06 /85.04 222.84 /86.80 247.25 /68.82 254.08 /68.82 2 高度 m 3.80 /6.63 3.80 /6.63 4.10 /3.10 4.10 /3.10 3 净容积 m3 1396.24 1422.28 1227.07 1255.07 4 灭火设计用量 W kg 938.3 957.7 824.6 843.4 5 系统灭火剂剩余量 Ws kg 69.7 69.7 65.8 65.8 6 系统灭火剂储存量 kg 1008.0 1008.0 890.4 89