氢氧焊割机比较文献

 水电解氢氧焊割机的研制
水电解氢氧焊割机的研制
水电解氢氧焊割机的研制
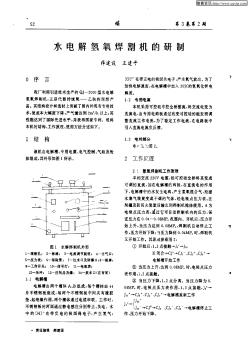
水电解氢氧焊割机的研制薛建设,王建平0序言我厂利用引进技术生产的QJ-2000型水电解氢氧焊割机,正是代替传统氧─—乙炔的理想产品。其结构设计和选材上突破了国内外现有专利技术,使成本大幅度下降,产气量达到2m ̄3/h以上,其性能达到了国际先进水平,并...