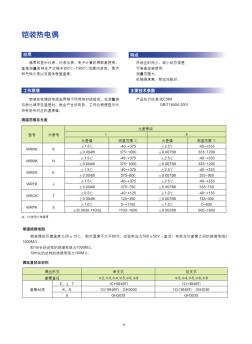
热电偶生产标准生产标准文献

 热电偶标准和校准
热电偶标准和校准
热电偶标准和校准
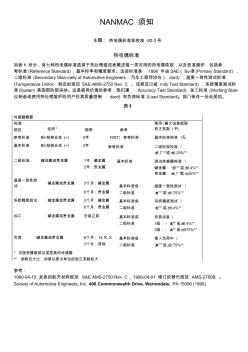
NANMAC 须知 主题: 热电偶标准和校准 92-3号 热电偶标准 如表 1 所示,有七种热电偶标准适用于热处理熔该表概述每一类可用的热电偶类型,以及校准频炉,包括参 考标准 (Reference Standard) ,基本标率和精度要求。这些标准是 1990 年由SAE(So-准 (Primary Standard) , 二级标准 (Secondary Stan-ciety of Automotive Engineers - 汽车工程师协会) dard) ,温度一致性测试标准 (Temperature Unifor- 制定的规范 SAE-AMS-2750 Rev. C 。该规范已被 mity Test Standard) ,系统精度测试标 准 (System 美国国防部采纳。这是极具价值的参考,我们建 Accuracy Test Standard),加工标准 (Working Stan