选择特殊符号
选择搜索类型
请输入搜索

热镀锌工字钢工艺流程:工字钢酸洗-水洗-浸助镀溶剂-烘干预热-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。热镀锌工字钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌工字钢的镀层持久性较为可靠。
热镀锌工字钢的原材料为工字钢,所以分类于工字钢相同。按工艺分类可分为热镀锌热轧工字钢和热镀锌冷轧工字钢。市场常见的是热轧的热镀锌工字钢。热镀锌冷轧工字钢,一般需要根据用户需求用冷轧板定制。
1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;
2、持久耐用:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补;
3、可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠;
4、镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤;
5、全面性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护;
6、省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。
安徽富邦装饰为您解答 工字钢也称钢梁,是截面为工字形的长条钢材。其规格以腰高( h)*腿宽(b)*腰厚(d)的毫数表示,如“工160*88*6”,即表示腰高为160毫米,腿宽...
热镀锌工字钢的规格有Φ350mm―1420mm,壁厚6mm―50mm,长度3m―14m,材质20#,16Mn,Q235B,Q345B 。优点有:1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用...
你好,这个要看厚度的,目前1.0mm厚的普通热镀锌价格在4000元/吨左右。1.0mm的镀锌一吨差不多130个平米左右,算下来每平米30元左右。如果是2.0mm的每平米60元左右。

 热镀锌及钢塑管工艺流程
热镀锌及钢塑管工艺流程
热镀锌及钢塑管工艺流程
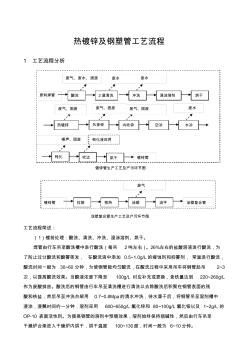
热镀锌及钢塑管工艺流程 1 工艺流程分析 镀锌管生产工艺及产污环节图 涂塑复合管生产工艺及产污环节图 工艺流程简述: (1)镀前处理:酸洗、清洗、冲洗、浸涂溶剂、烘干。 焊管由行车吊至酸洗槽中进行酸洗(每吊 2吨左右)。26%左右的盐酸溶液进行酸洗,为 了防止过分酸洗和酸雾挥发, 在酸洗液中添加 0.5~1.0g/L的缓蚀剂和抑雾剂, 常温进行酸洗, 酸洗时间一般为 30~60 分钟,为使钢管能均匀酸洗,在酸洗过程中采用吊车将钢管起吊 2~3 次,以提高酸洗效果。当酸液浓度下降至 100g/L 时应补充或更换,含铁量达到 220~260g/L 作为废酸排放。酸洗后的钢管由行车吊至清洗槽进行清洗以去除酸洗后积聚在钢管表面的残 酸和铁盐,然后吊至冲洗台架用 0.7~0.8Mpa的清水冲洗,待水滴干后,将钢管吊至溶剂槽中 浸涂,浸蘸时间约一分钟,溶剂采用 600~650g/L 氯化锌和 80~1
 热镀锌工艺流程及应用
热镀锌工艺流程及应用
热镀锌工艺流程及应用
钢铁的热镀锌工艺 杨清晨 C51014023 一、热镀锌的介绍 : 热镀锌又称为热浸镀锌, 他是在高温下把锌锭 融化,在放入一些辅助材料, 然后把金属结构件浸 入镀锌槽中,使金属构件上附着一层锌层, 从而达 到金属防腐的效果。 热镀锌主要用于各行业的金属 结构设施上。是将除锈后的钢件浸入 500℃左右融 化的锌液中,使钢构件表面附着锌层, 从而起到防 腐的目的。自从 1836 年法国把热镀锌应用于工业 以来,已经有一百四十年的历史了。然而,热镀锌 工业是近三十年来伴随冷轧带钢的飞速发展而得 到了大规模发展。 二、热镀锌的工艺过程及有关说明: 1、工艺过程: 工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理 →冷却→钝化→漂洗→干燥→检验 2、有关工艺过程说明: (1) 脱脂 可采用化学去油或水基金属脱脂清洗剂去油, 达到工件完全被水浸润为止。 (2) 酸洗 可采用 H2
型钢:角钢、槽钢、工字钢、H型钢、扁钢、方钢、低合金角钢、低合金槽钢、低合金工字钢、低合金H型钢、冷拉扁钢、冷拉方钢、日标角钢、日标槽钢、欧标工字钢、轨道钢。
管材:方管、矩形管、焊管、异型管、无缝管、螺旋管。
镀锌型钢:热镀锌角钢、热镀锌槽钢、热镀锌工字钢、热镀锌扁钢、热镀锌圆钢。冷镀锌角钢、冷镀锌槽钢、冷镀锌工字钢。
镀锌管材:热镀锌方管、热镀锌矩形管、热镀锌管、镀锌电线管、热镀锌无缝管。
圆钢:20#圆钢、35#圆钢、45#圆钢、35crmo圆钢、40cr圆钢、42crmo圆钢。