熔炼工具改进文献

 对铸造铝合金ZL114A熔炼工艺的改进
对铸造铝合金ZL114A熔炼工艺的改进
对铸造铝合金ZL114A熔炼工艺的改进
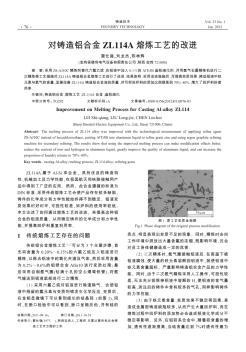
采用ZS-AJ10C精炼剂替代六氯乙烷,在铝液中加入0.1%的AlTi5B晶粒细化剂,并用氩气石墨精炼机进行二次精炼等工艺措施对ZL114A铸造铝合金熔炼工艺进行了改进。结果表明:采用改进措施后,可提高变质效果,降低铝液中铁元素与氢气的含量,显著改善ZL114A铸造铝合金液的质量,并可将回炉料的添加比例提高到70%~80%,增大了回炉料的使用率。
