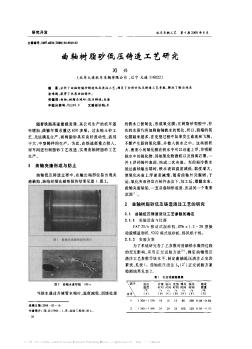
热模树脂砂(或涂料)衬离心铸造工艺流程简介文献

 曲轴树脂砂低压铸造工艺研究
曲轴树脂砂低压铸造工艺研究
曲轴树脂砂低压铸造工艺研究
分析了曲轴树脂砂铸造低压浇注工艺,确定了合理的低压铸造工艺参数,解决了输出端夹渣难题,获得了优质曲轴铸件。
 树脂砂低压铸造工艺研究与应用
树脂砂低压铸造工艺研究与应用
树脂砂低压铸造工艺研究与应用
研究了树脂砂低压铸造工艺理论与原理,结合工艺试验得到了铝合金ZL104涡轮泵出口管树脂砂低压铸造工艺规范.采用该工艺规范制造的铝合金ZL104涡轮泵出口管已用于CZ-5和CZ-7运载火箭液氧煤油液体火箭发动机之中,CZ-5和CZ-7运载火箭已通过了飞行考核,液氧煤油液体火箭发动机工作正常.由此表明:铝合金ZL104涡轮泵出口管树脂砂低压铸造工艺是合理、 正确和有效的.