对焊接电流的选择取决于焊条的尺寸,生产厂商向用户推荐正常的操作范围和焊接电流。选择焊条尺寸的标准操作范围如左图所示。根据经验,选择电流所依据的焊条标准约是40A/mm(直径)。因此,一个直径为4mm的焊条首选的电流大小应该是160A,但实际的操作范围可以是140~180A。
分类: 平焊丶立焊丶横焊丶仰焊.
随着国民经济的发展,钢材的产量逐年的增长,而钢管占全部钢材的比例也越来越大,其中电焊管已占全部钢管的比例为45%以上,随着焊接技术的进步,电焊管,特别是中、小直径钢管的焊接已应用到许多制造工业中。水平固定管的焊接,是最常用的钢管焊接技术之一,应用极广,它通常称为吊焊,是将管子悬吊在水平位置或接近水平的位置焊接。它包括平、立、仰等空间位置焊接,而且要单面焊双面成型,因此是难度较大的焊接技术。操作时,通常以平、仰焊点为界,将环形焊口分成两个半圆形焊口。按仰--立--平的顺序焊接,对下带残留垫圈的管接头采用灭弧法(酸性焊条)或边焊边调节电流(碱性焊条)的方法控制熔池温度和根部焊透程度,以达到正反面成形良好的目的。
水平固定管的手工电弧焊
1.1水平固定管常用的焊接方法
金属管的焊接方法多种多样,一般在生产实际中.大直径管采用熔焊法,如:埋弧焊,c02气保焊等;中,小直径管大多采用气焊,手工电弧焊、氩弧焊、等离子弧焊,摩擦焊、电阻焊等。
1.2手工电弧焊特点
手工电弧焊的生产率较低,但它的适用性强的特点仍然是其他焊接方法无法被取代的,是焊接各种金属管的重要方法之一,它的主要特点是:维持电弧放电的电压较低,一般为10V~50V,焊接电流大,从几十到上千安;同时设备简单,操作灵活简便,保证焊接质量主要取决于弧焊电源、焊条质量、操作者技术熟练程度和工艺施工方法。
水平固定管的手工电弧焊操作技术
2.1水平固定管对接操作技术要点
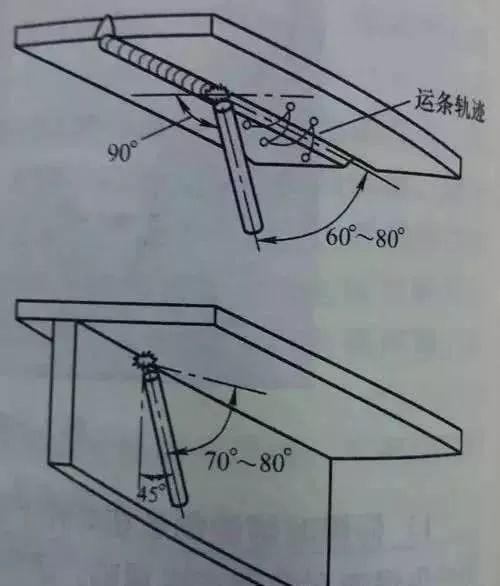
水平固定管包括仰、立、平所有空间的焊接,是难度较大的操作技术,对中、小直径钢管的焊接,固环缝不能两面施焊.所以必须从工艺上保证第一层焊透.即要单面焊双面成型,由于焊接位置的不断的变化,运条角度和操作者站立的高度必须适应变化的需要,同时在焊接电流不能改变的情况下,主要靠焊工摆动焊条来控制热量,以达到均匀熔化目的。
2.2焊接工艺参数的选用
管子施焊前应将坡口两侧50rnm宽表面上的油污,铁锈等清理干净,管子装配时的"Y'形坡口面角度为30-25度,钝边为1.2-2mm c,间隙为1.2-2mrl,,采用灭弧法焊接,焊接工艺参数见表1-1
表1一1
焊条种类 层次 焊条直径(mm) 焊接电流(A)电弧电压(V) 焊速 (cm/min)
E4303 第一层 3.2 90~140 21~30 10~30
中间层 3.2 100~160 24~34 lO~30
外层 4.0 130~220 21~37 10~35
盖面 4.0 130~220 21~37 10~35
2.3焊缝缺陷分布
由于焊接位置沿圆形连续变化,这就要求施焊者站立的角度和运条的角度必须适应焊接位置的变化的需要焊接时,为了控制熔池的温度和形状,除了采用灭弧法焊接技术外,主要靠摆动焊条来控制热量,要求焊工有较高的技术。由于溶池的温度和形状不易控制,根部焊缝易出现焊不透,焊瘤及塌腰等缺陷常出现缺陷的部位:部位1、4易出现多种缺陷,部位2易出现塌腰和气孔部位3易出现焊瘤。
2.4定位焊
定位焊焊接应随管径的不同而选定位点数,当营径D≤5lITkrn时,选一点,51≤D≤133ram,时选两点,D≥133mm时,选3~4点;定位焊焊缝长度一般为10~30mm,高度适中,太低易开裂,太高会给第一层焊道带来困难,定位焊电流选择要比正式焊接电流大些,使起弧处有足够的温度,防止粘合,收弧时,一定要填满弧坑。定位焊点易产生缺陷,如发现缺陷必须铲除重焊,熔渣与飞溅也要清除,旦尽量将定位焊的焊肉两端修成坡形,以便正式焊接时,易保证焊缝质量。
2.5、焊接
一般称第一层为打底焊,其余称为中间层焊道,最后一层称为盖面焊道.通常中、小管焊接时,以截面中心垂直线为界面分成两部分,先焊的一半叫前半周,后焊的一半叫后半周,施焊时按仰,立、平焊位置顺序由下向上进行,即在仰焊位置起焊,在平焊位置收尾,形成两个接头,打低焊实现单面焊双面成型。
2.5.1、第一层焊缝的焊接
第一层焊缝的焊接是决定焊接质量的关键,一毁采用稍作摆动的直线运条法。第一层打底焊.根据管径大小的不同.可在仰焊位置中心线前10~20mml(起一1)的坡口一边引弧。应注意避免在坡口或对口中心引弧,以避免造成缺陷。引燃电弧后,用长弧把焊缝根部预热2-3秒,接着马上压低电弧,托住铁水并用电弧击穿焊缝根部,若过程正常,则向上连续焊接,若出现熔孔,则可用一字形往复运条法将熔孔堵好后,再继续向上焊。当运条到定位焊缝时,必须用电弧击穿根部间隙,使之充分熔合,在焊接过程中,从下往上焊位置不断变化,因此.焊条角度也必须相应改变,以上为前半部分的焊接;后半部分焊缝焊接的操作方法与前半部分相似,但上下接头一定要接好,仰焊接头时,应把先焊的焊缝端头用电弧割去一部分(5-10mm),这样既可把可能存在的缺陷去除,又可以形成缓坡形割缝,对焊接有力,接头处焊接时要使原焊缝充分熔化,并使之形成熔孔,以保证根部焊透,平焊接头时,应压低电弧,焊条前后摆动,推开熔渣,并击穿根部以保证焊透,熄弧前添满弧坑。
2.5.2、中间层的焊接
除去第一层与最外层,其余都称为中间层,一般壁厚大于6mm时才有中间层,中间层的焊接相对比较容易,但工艺参数选择不当也会出现气孔、夹渣、层间未焊透等缺陷。中间层焊波较宽,一般采用月牙形或锯齿形运条进行连续焊接,在坡口两侧应稍作停留,焊角角度也要相应有所变化。
2.5.3、外层的焊接
外层焊缝应根据设计要求焊一定的焊缝增高量,焊缝外表应均匀美观,沿圆周基本一致。一般采用月牙运条法,摆动要慢而稳,坡口两侧要有足够的停留时间,当坡口较宽时,可采用多道焊,应先焊坡口两侧,后焊中间。
2.5.4、盖面
盏面焊接又称加强面焊接,它不但要使焊缝外表美观,实质上也反映了其内部质量,盖面时,可采用月牙运条,摆动要慢而稳,使焊波均匀美观。一般每边宽度要比坡口增宽1.5mm左右。余高一般仰焊部位0.5-3mm,其它部位为0.5-2.5mm,严重的咬边(、深度.大于0.5ram),余高过高或不足,以及过度陡急等均不允许。
l.电焊机的外壳和工作台,必须有良好的接地。
2.电焊机空载电压应在60~90V之间。
3.电焊设备应使用带电保险的电源刀闸,并应装在密闭箱内。
4.焊机使用前必须仔细检查其一、二次导线绝缘是否完整,接线是否绝缘良好。
5.当焊接设备与电源网路接通后,人体不应接触带电部分。
6.在室内或露天现场施焊时,必须在周围设挡光屏,以防弧光伤害工作人员的眼睛。
7.焊工必须配备合适滤光板的面罩、干燥的帆布工作服、手套、橡胶绝缘和清渣防护白光眼镜等安全用具。
8.焊接绝缘软线不得少于5m,施焊时软线不得搭在身上,地线不得踩在脚下。
9.严禁在起吊部件的过程中,边吊边焊。
10.施焊完毕后应及时拉开电源刀闸。
《手工电弧焊》
基本信息
书名:手工电弧焊
图书编号:2430401
出版社:7-122
定价:29.0
ISBN:712200494
作者:王新洪
出版日期:2007-07-01
版次: 1
开本:32开
简介
本书是《焊工上岗技能读本》丛书之一,由浅入深地介绍了手工电弧焊的基本知识、焊接材料、焊接设备、手工电弧焊操作技术、常用金属材料的焊接、手工电弧堆焊、焊接过程质量检验与焊接安全和卫生技术等知识书中分析了常用金属材料手工电弧焊的工艺特点,并力求通过实例,提高焊工对手工电弧焊接技术基本理论与操作技术的理解与掌握。书中既介绍常用的、基本的手工电弧焊知识,同时又介绍新的焊接工艺,以及新的焊接材料和新型结构材料的手工电弧焊接技术。
本书既可作为焊工自学读物,也可作为焊工手工电弧焊技术培训教材,同时可供从事焊接工作的技术人员以及相关专业科研院所、大专院校师生参考。
目录
第1章 手工电弧焊基本知识
1.1 手工电弧焊焊接过程简介
1.1.1 焊接方法概述
1.1.2 手工电弧焊构成
1.1.3 手工电弧焊特点
1.2 手工电弧焊常用名词术语
1.2.1 一般术语
1.2.2 熔焊术语
1.2.3 焊接材料术语
1.2.4 焊接工艺装备和辅助器具术语
1.3 焊接接头
l.3.1 焊接接头的组成
1.3.2 焊接接头的基本特点
1.3.3 焊接接头基本形式
1.3.4 焊接位置
1.4 焊缝符号和焊缝坡口形式
1.4.1 焊缝符号
1.4.2 坡口形式及坡口准备
1.5 手工电弧焊常用工具与辅具
1.5.1 焊钳
1.5.2 焊接电缆接头
1.5.3 焊接电缆
1.l.4 面罩与护目玻璃
1.5.5 焊条烘干保温设备
1.5.6 焊缝检测尺
1.5.7 全位置焊接变位机
1.5.8 防护服
1.5.9焊工手套、工作鞋及护脚
1.5.10 其他辅具
第2章 焊条
2.1 焊条的组成和分类
2.1.l 焊条的组成
2.1.2 对焊条的基本要求
2.1.3 焊条分类
2.2 常用焊条的牌号和型号
2.2.1 焊条牌号
2.2.2 焊条型号
2.3 焊条的选用
2.3.1 焊条的选用要点
2.3.2 常用国产焊条的特点和用途
2.4 焊条的使用和管理
2.4.1 焊条的使用
2.4.2 焊条的管理
2.5 专用焊条
2.1.l 重力焊条
2.5.2 高效铁粉焊条
2.5.3 立向下专用焊条
2.1.4 管道焊接专用焊条
2.1.5 其他专用焊条
第3章 手工电弧焊设备
3.1 电焊机的基本知识
3.1.1 电焊机的类型
……
第4章 手工电弧焊技术
第5章 常用钢材的手工电弧焊接与铸铁焊补
第6章 手工电弧堆焊技术
第7章 焊接质量管理
第8章 手工电弧焊的安全与防护
参考文献

 手工电弧焊
手工电弧焊
 钢结构手工电弧焊
钢结构手工电弧焊