焊工考试方法与项目代号
(2010新细则)
焊工考试方法分类
1、焊条电弧焊:SMAW;
2、钨极气体保护焊:GTAW;
3、气焊:OFW;
4、埋弧焊:SAW;
5、熔化极气体保护焊:GMAW(实芯焊丝);
6、熔化极气体保护焊:CFAW(药芯焊丝);
7、电渣焊:ESW
8、等离子焊:PAW
9、气电立焊:EGW
10、摩擦焊:FRW
11、螺柱电弧焊:SW

试件钢号及代号
1、FeⅠ类(碳素钢): Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢): 16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢): 1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢)
5、铜与铜合金:CuⅠ~ CuⅤ
6、镍与镍合金:NiⅠ~NiⅤ
7、铝与铝合金:AI~AIⅤ
8、钛与钛合金:TiⅠ~TiⅡ 0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。


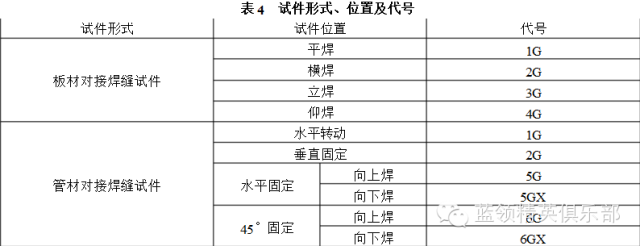
试件形式、位置及代号
1、板状试件位置及代号: 1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号: 2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
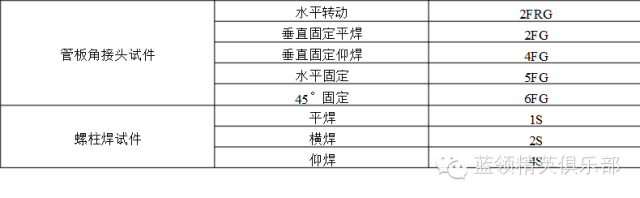
焊条类型、代号及应用范围
1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fe f 2:纤维素型包括E4310、E5011等。
3、Fe f 3;钛型、钛钙型包括G202、G302等。
4、Fe f 3J;低氢型包括E4315、E5015、E5016、E5515-B2、G307等。
5、Fe f 4:钛钙型包括E308L-16、E308-16、E309-16等。
6、Fe f 4J:低氢型包括E308-15、E347-15、E309-15等。

焊接工艺因素代号
1、手工焊
⑴ 无填充金属焊丝:01
⑵ 填充实芯焊丝:02
⑶ 填充药芯焊丝:03
⑷ 有背面保护气体:10
⑸ 无背面保护气体:11
⑹ 气保焊电流类别与极性(直流正接):12
⑺ 气保焊电流类别与极性(直流反接):13
⑻ 气保焊电流类别与极性(交 流):14
⑼ 熔化极气体保护焊(喷射弧):15
⑽ 熔化极气体保护焊(短路弧):16
2、机动接
⑴ 钨极气体保护焊有自动稳压系统:04
⑵ 钨极气体保护焊无自动稳压系统:05
⑶ 有自动跟踪系统:06
⑷ 无自动跟踪系统: 07
⑸ 每侧坡口内焊道单:08
⑹ 每侧坡口内焊道多:09
⑺ 各种焊接方法目控:19
⑻ 各种焊接方法遥控:20
试件焊缝与焊件焊缝厚度及管径
1、 当试件厚度<12:适用于焊件金属厚度最小1.5mm,最大值为2t;
2、当试件厚度≥12;适用于焊件金属厚度最小1.5mm;最大值不限。
3、管经试件外经D;<25时,最小经为D,最大值不限。
4、管经试件外经D;25≤D<76时,最小值为25 ,最大值不限。
5、管经试件外经D;≥76时,最小值为76,最大值不限。
管板角接头试件适用于焊件范围
1、管外经;D<25,,最小经为D,最大值不限,管壁厚度不限。
2、管外经;25≤D<76,,最小经为D,最大值不限,管壁厚度不限。
3、管外经;≥76时,最小值为76,最大值不限,管壁厚度不限。
4、焊件焊缝金属厚度; 当So<12时,最小值不限,最大值为2t。 当So≥12时,最小值不限,最大值不限。
注;当So≥12时,t应不小于12mm,且焊缝不得少于3层。
合格项目代号识别
项目代号:⑴—⑵—⑶—⑷/⑸—⑹/⑺/⑻
⑴焊接方法;
⑵金属类别与代号;
⑶试件形式及位置;
⑷焊缝金属厚度;
⑸试件直径;
⑹焊条类别与代号;
⑺要素代号。
1、焊条电弧焊由5组符号组成;
焊接方法+母材类别与代号+试件位置+试件规格+焊材类别与要素; 焊条电弧焊板状表示方法;SMAW- FeⅡ-2G-12- Fef3J;
2、钨极气体保护焊由5组符号组成
焊接方法+母材类别与代号+试件位置+试件规格+要素; 钨极气体保护焊管状表示方法;GTAW- FeⅡ-5G-5/38-Fefs-02/11/12;
3、气焊由5组符号组成
焊接方法+母材类别与代号+试件形式+试件规格+要素; 气焊管状表示方法;OFW- FeⅠ-2G-3.5/51-02;
4、氩弧打底+焊条焊填充盖面组合焊
管状:焊接方法+母材类别与代号+试件形式及位置+试件厚度/规格+要素/焊条类别;
管状:GTAW- FeⅡ-5G-2/38- Fe fs-02/11/12和SMAW- FeⅡ-5G(K)-3/38- Fe F3J;
板状:焊接方法+母材类别与代号+试件形式及位置+试件规格+要素/焊条类别;
板状:GTAW- FeⅡ-1G-3- Fe fs-02/11/12和SMAW- FeⅡ-1G(K)-9- Fe F3J;
注:(K)表示带衬垫焊;包括双面焊及不同焊接方法组成的焊缝;例如氩弧打底/焊条焊填充盖面,都视为《带垫焊》。
5、熔化极气体保护焊由4组符号组成
焊接方法+母材种类与代号+试件形式及位置+材料规格 熔化极气体保护状表示方法: 板状:GMAW- FeⅡ-2G-12; 管状:GMAW- FeⅡ-5G-10/219;
6、埋弧焊由3种符号组成 焊接方法+焊接位置+要素代号 SAW-ⅠG(K)-07/09/19

 水工金属结构产品焊接论文
水工金属结构产品焊接论文