第一章 数控铣床(加工中心)概述 1
一、数控铣床(加工中心)的结构 2
二、数控铣床(加工中心)的组成 2
三、数控铣床(加工中心)的特点 4
四、数控铣床(加工中心)的刀具 5
第二章 数控编程基础知识 10
第一节 数控编程的内容和方法 10
一、数控编程的内容 10
二、数控编程的方法 11
第二节 程序的结构与格式 11
一、程序的结构 11
二、程序字 12
三、指令类型(代码类型) 13
第三节 数控机床的三大机能(F、S、M) 14
一、进给机能(F) 14
二、主轴机能(S) 15
三、辅助机能(M) 15
第四节 数控铣床(加工中心)的坐标系 16
一、坐标系的确定原则 16
二、坐标轴的确定方法 16
三、数控铣床的坐标系 16
第五节 工件坐标系和工作平面的设定 17
一、工件坐标系的设定(零点偏置) 17
二、工作平面的设定 19
第六节 程序编制中的工艺分析 19
一、数控加工工艺的主要内容 19
二、工序划分原则 20
三、零件装夹 20
四、加工路线的确定 20
五、选择刀具和切削用量 21
六、工艺文件编制 22
第三章 FANUC铣床、加工中心程序编制 24
第一节 辅助功能M代码和准备功能G代码 24
第二节 快速定位G00 26
第三节 直线 G01 26
第四节 圆弧G02、G03 29
第五节 刀具补偿 36
第六节 程序暂停 G04 43
第七节 增量(相对)坐标系 46
第八节 主程序、子程序 49
第九节 极坐标编程(G15、G16) 52
第十节 镜像加工指令(G24、G25) 56
第十一节 图形旋转指令(G68、G69) 60
第十二节 比例缩放指令(G50、G51) 64
第十三节 孔加工固定循环简述 67
第十四节 孔加工固定循环编程 70
第四章 SIEMENS 802S程序编制 91
第一节 SIEMENS 802S系统概述 91
第二节 快速定位G0 93
第三节 直线G1 94
第四节 圆弧插补G2、G3 96
第五节 倒角CHF和圆角RND 109
第六节 暂停指令 G4 111
第七节 主轴运动指令 113
第八节 螺纹加工指令 116
第九节 刀具与刀具补偿 120
第十节 刀具半径补偿指令 123
第十一节 子程序 134
第十二节 固定循环 140
第十三节 LCYC82钻孔、沉孔加工循环 142
第十四节 LCYC83深孔钻削循环 143
第十五节 LCYC840带补偿夹头内螺纹切削(攻丝)循环 146
第十六节 LCYC84不带补偿夹头内螺纹切削(攻丝)循环 147
第十七节 LCYC85精镗孔、铰孔循环 150
第十八节 LCYC60线性分布孔加工循环 151
第十九节 LCYC61圆周分布孔加工循环 153
第二十节 LCYC75铣槽加工循环 155
第五章 SIEMENS 802D程序编制 159
第一节 SIEMENS 802D系统概述 159
第二节 钻孔循环 160
一、概述 160
二、钻孔,中心孔——CYCLE81 161
三、中心钻孔——CYCLE82 163
四、深孔钻孔——CYCLE83 164
五、刚性攻丝(不带补偿夹具的攻丝)——CYCLE84 167
六、带补偿夹具攻丝——CYCLE840 169
七、铰孔1(镗孔1)——CYCLE85 172
八、镗孔(镗孔2)——CYCLE86 173
九、带停止镗孔(镗孔3)——CYCLE87 175
十、带停止钻孔2(镗孔4)——CYCLE88 176
十一、铰孔2(镗孔5)——CYCLE89 178
第三节 钻孔样式循环 179
一、概述 179
二、排孔——HOLES1 180
三、圆周孔——HOLES2 182
第四节 铣削循环 184
一、概述 184
二、螺纹铣削——CYCLE90 184
三、圆弧槽——LONGHOLE 186
四、圆弧槽——SLOT1 189
五、圆周槽——SLOT2 192
六、矩形槽——POCKET3 195
七、圆形槽——POCKET4 199
第五节 其它指令 201
一、零点偏置:TRANS, ATRANS 201
二、旋转ROT, AROT 201
三、比例系数:SCALE,ASCALE 202
四、可编程的镜像:MIRROR,AMIRROR 203
第六章 典型零件加工中心加工工艺分析及编程操作 205
一、基本零件的加工与工艺分析1 205
二、基本零件的加工与工艺分析2 208
三、基本零件的加工与工艺分析3 212
四、阶台零件的加工与工艺分析 216
五、倒角零件的加工与工艺分析 219
六、圆角零件的加工与工艺分析 225
七、模块零件的加工与工艺分析 229
八、压板零件的加工与工艺分析 235
九、箱体零件的加工与工艺分析 242
十、折板零件的加工与工艺分析 252
第七章 数控系统操作 264
第一节 FANUC 0i 系列标准数控系统 264
一、操作界面简介 264
二、FANUC 0i 标准系统的操作 267
第二节 SIEMENS 802SE系列标准数控系统 271
一、操作界面简介 271
二、SIEMENS 802SE 标准系统的操作 274
第三节 SIEMENS 802D系列标准数控系统 277
一、操作界面简介 277
二、SIEMENS 802D 标准系统的操作 280
参考文献 283

 数控铣床和加工中心个人工作总结
数控铣床和加工中心个人工作总结
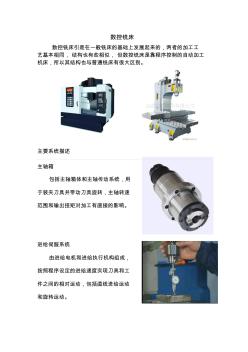 数控铣床简介
数控铣床简介