四辊卷板机文献

 四辊卷板机的数控实现
四辊卷板机的数控实现
四辊卷板机的数控实现
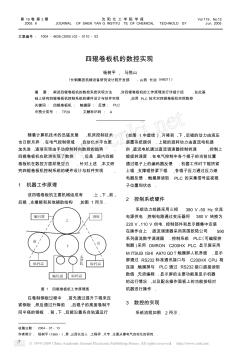
第 19 卷 第 2 期 沈 阳 化 工 学 院 学 报 Vol 119 , No12 2005. 6 JOURNAL OF SHEN YAN G INSTITU TE OF CHEMICAL TECHNOLO GY Jun. 2005 文章编号 : 1004 - 4639 ( 2005 ) 02 - 0110 - 03 四辊卷板机的数控实现 杨树平 , 马悦山 (长钢集团机械设备研究设计院开发部 , 山西 长治 046011 ) 摘 要 : 阐述四辊卷板机的数控系统实现方法 ,对四辊卷板机的工作原理进行详细介绍 ,在此基 础上研究四辊卷板机控制系统的硬件设计与软件实现 ,应用 PLC 技术对四辊卷板机实现数控 . 关键词 : 四辊卷板机 ; 触摸屏 ; 反馈 ; PLC 中图分类号 : TP29 文献标识码 : A 收稿日期 : 2004 - 07 - 13 作者
 四辊卷板机设计
四辊卷板机设计
四辊卷板机设计
河南理工大学万方科技学院本科毕业论文 I 摘 要 本说明书是按照所设计的卷板机内容撰写的,主要包括卷板机轴辊的受力 分析、电动机的选择、主减速器的设计、侧辊传动系统的设计、下辊液压传动 系统的设计以及对下辊液压同步控制系统进行了研究。从而保证了下辊在上升 的过程中始终能够保持两端同步。 四辊卷板机主要为锅炉厂辊制锅炉圆筒而设计,它可以用于各种型号锅炉 圆筒的生产和加工,也在造船、石油化工、航空、水电、装潢、及电机制造等 工业领域得到了广泛的应用,用以把金属板料卷制成圆筒、圆锥以及弧形板等 各种零件。 该四辊卷板机利用其四个辊筒的空间布置,最大范围地减少了剩余直边的 出现、降低了生产成本、提高了生产效率。 关键词:四辊卷板机 辊制 剩余直边 弧形板 河南理工大学万方科技学院本科毕业论文 II Abstract This statement is in accordance with t
