产品的再制造过程一般包括七个步骤,即产品清洗、目标对象拆卸、清洗、检测、再制造零部件分类、再制造技术选择、再制造、检验等。
1.产品清洗
产品清洗是再制造工程的重要一步。清洗的清洁度对于产品性能的检测,再制造目标对象的准确确定等非常重要。其目的是清除产品外部尘土、油污、泥沙等脏物。外部清洗一般采用1~10MPa压力的冷水进行冲洗。对于密度较大的厚层污物,可以加入适量的化学清洗剂,并提高喷射压力和温度。常用的清洗设备包括:单枪射流清洗机、多喷嘴射流清洗机等。
2.目标对象拆卸
通过分析产品零部件之间的约束关系,确定目标对象的拆卸路径,完成目标对象拆卸。
3.目标对象清洗
目标对象的清洗就是根据目标对象的材质、精密程度、污染物性质不同,以及零件清洁度的要求,选择适宜的设备、工具、工艺和清洗介质,对目标对象进行清洗。目标对象清洗有助于发现目标对象的问题和缺陷,在零件再制造过程中具有重要的意义。
4.目标对象检测
目标对象检测不仅影响再制造的质量,也影响再制造的成本。零件从机器上拆下后,需要通过检测确定技术状态。常用的检测内容和方法有:
(1)零件几何形状精度。检测项目有:圆度、圆柱度、平面度、直线度、线轮廓度和面轮廓度等。检测一般采用通用量具,如游标量具、螺旋测微量具、量规、千分表、百分表。
(2)零件表面位置精度。检测项目有:同轴度、对称度、位置度、平行度、垂直度、斜度以及跳动等,检测一般采用心轴、量规和百分表等通用量具相互配合进行测量。
(3)零件表面质量。检测项目有:疲劳剥落、腐蚀麻点、裂纹与刮痕等,裂纹可采用渗透探伤、磁粉探伤、涡流探伤以及超声波探伤等。
(4)零件内部缺陷。内部缺陷包括裂纹、气孔、疏松、夹杂等。主要用射线及超声波探伤检查,对于近表面的缺陷,也可用磁粉探伤和涡流探伤等。
(5)零件机械物理性能。零件的硬度可用电磁感应、超声和剩磁等方法进行无损检测;硬化层深度、磁导率等可用电磁感应法进行无损检验;表面应力状态可采用X射线、光弹、磁性和超声波等方法测量。
(6)零件重量与平衡。有些零件如活塞、活塞连杆组的重量差需要检测。有些高速零件,如曲轴飞轮组、汽车传动轴等需要进行动平衡检查。高速零件不平衡将引起振动,并对其他零部件形成附加动载荷,加速零件磨损或其他损伤。动平衡需要在专门的动平衡机上进行。
5.再制造零部件分类
再制造零部件应根据其几何形状、损坏性质和工艺特性的共同性分类。零件分类的目的主要有:
①用以制定典型工艺过程和成组工艺过程。
②确定通用的再制造设备,以再制造成组的类似零件。
③合理组织工作地点。
④对相同的和类似的零件进行再制造时,消除定额指标的差异。
⑤使得统计、计划生产及其他作业实现机械化。
⑥建立合理的车间内和车间之间的运输图。
⑦对再制造企业的零件再制造工段和车间选择最佳的生产结构。
综上所述,再制造零件的分类为再制造企业采用大批量或批量方法实现再制造提供了条件。
6.再制造技术选择
根据再制造企业的技术水平、目标对象的损坏情况以及各种再制造技术的技术、经济和环境特性选择适宜的再制造技术。
7.再制造
根据所选的再制造技术,进行目标对象的再制造。
8.检验
对再制造后的目标零件进行检验,看是否达到技术要求。其具体内容和方法同目标对象检测 。

 LED灯聚辉产品目录
LED灯聚辉产品目录
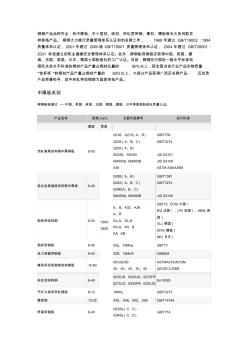 柳钢产品目录
柳钢产品目录