收卷设备的卸卷装置和卸卷方法权利要求文献

 不锈钢卷料卷纸、卸纸装置设计
不锈钢卷料卷纸、卸纸装置设计
不锈钢卷料卷纸、卸纸装置设计
为了防止不锈钢卷料层与层间发生划伤,将衬纸随钢板一起卷制在钢卷内,开卷时衬纸随着卷板料的连续打开而卷起。文中介绍了卷纸、卸纸装置的设计方法和具体结构。
选择特殊符号
选择搜索类型
请输入搜索
1.一种收卷设备的卸卷装置,包括气胀式的收卷轴,收卷轴的中心轴线沿横向延伸,收卷轴的左右两端安装在两侧收卷轴支架上,其中位于左侧的收卷轴支架安装有能转动的堵头,堵头转动的中心轴线与收卷轴的中心轴线重叠,在左侧的收卷轴支架上还设有驱动该堵头转动的堵头驱动机构;收卷轴的左端部与堵头形成活动插接关系,插接的方向为收卷轴的轴向,插接的方向为收卷轴的轴向;且收卷轴的左端部与堵头两者分别形成有传递转动力矩的花键和键槽;收卷轴的右端部套设有轴承,轴承包括内圈和外圈,轴承内圈和收卷轴的右端部固定套紧在一起,其特征在于其特征在于:位于右侧的收卷轴支架设有圆形的轴承孔;轴承的右半部分松配合地插在轴承孔中,轴承的左半部分露出在轴承孔外面;在轴承外圈的外表面还形成有环形凹槽,环形凹槽露出在轴承孔左侧外面;在右侧的收卷轴支架上能转动地安装有卡条,卡条转动的中心轴线方向平行于收卷轴的轴向,还设有驱动卡条转动的锁止气缸,当锁止气缸的活塞杆完全挺出后,卡条嵌入轴承外表面的环形凹槽而将轴承的横向位置固定;在收卷轴的最右端还形成有环形凸缘,在右侧收卷轴支架的右方还设有横向延伸的横向导轨,在横向导轨上能横向移动地安装有拔芯小车,还设有驱动拔芯小车横向移动的拔芯小车驱动机构;拔芯小车的左侧面安装有成对配合的两个钳夹块,两个钳夹块的竖向位置与收卷轴最右端的环形凸缘的竖向位置相同,钳夹块的横向厚度小于收卷轴环形凸缘与右侧收卷轴支架之间的横向距离;拔芯小车上还设有驱动两个钳夹块合拢或张开的钳夹气缸;在收卷轴下方还设有纵向延伸的纵向导轨,在纵向导轨上安装有能运载膜卷的运载小车,还设有驱动运载小车纵向移动的运载小车纵向驱动机构;运载小车上能竖向升降地安装有顶面板,在运载小车中还设有驱动顶面板竖向升降的顶面板竖向驱动机构;在收卷轴的左端部正下方设有能托住收卷轴的左托轴滚轮,左托轴滚轮位于左侧收卷轴支架的右方,还设有驱动左托轴滚轮竖向升降的左滚轮竖向驱动机构;在收卷轴的右端部正下方还设有能托住收卷轴的右托轴滚轮,右托轴滚轮位于右侧收卷轴支架的左方,还设有驱动右托轴滚轮竖向升降的右滚轮竖向驱动机构。
2.根据权利要求所述1的收卷设备的卸卷装置,其特征在于其特征在于:运载小车上的顶面板在纵向截面上呈前后两侧高而中间低的V字形;当运载小车移动到纵向导轨的前端时,顶面板V字形底部区域位于收卷轴的正下方;在顶面板的下方安装有两个用以压住纸芯筒的压芯气缸,两个压芯气缸的活塞杆组合形成为前后两侧低而中间高的八字形,每根活塞杆的端部形成为锥尖形状的锥尖部;在运载小车上的顶面板开设有供压芯气缸的活塞杆穿过的小孔;当压芯气缸的活塞杆完全收缩时,压芯气缸的活塞杆锥尖部位于顶面板的下方;当压芯气缸的活塞杆完全伸出时,压芯气缸的活塞杆锥尖部位于顶面板的上方,且两活塞杆锥尖部与运载小车上的顶面板之间的空间刚好能够紧配合地容纳一根位于V字形顶面板最底部的纸芯筒;在收卷轴的后方还设有用以储存纸芯筒的料斗;料斗前壁的底端部为一段竖直段,料斗后壁的底端部也为一段竖直段,料斗前壁底端部和料斗后壁底端部之间形成为矩形空腔,矩形空腔的底端形成料斗的出料口,矩形空腔的纵向尺寸能够且仅能够容纳一根纸芯筒,料斗前壁竖直段或料斗后壁竖直段安装有上挡芯气缸、下挡芯气缸,上挡芯气缸位于下挡芯气缸上方,上挡芯气缸的活塞杆与下挡芯气缸的活塞杆的竖向距离能够且仅能够容纳一根纸芯筒;当其中任意一个挡芯气缸的活塞杆完全伸出时,该活塞杆伸入到矩形空腔中而阻挡纸芯筒下掉;当其中任意一个挡芯气缸的活塞杆完全缩回时,该活塞杆退出矩形空腔;当运载小车移动到纵向导轨的后端时,顶面板V字形底部区域位于料斗出料口的正下方。
3.一种卸卷方法,其特征在于采用权利要求2所述的自动卸卷装置,依次包括以下步骤:
(1)准备卸卷时,收卷轴位于卸卷位置;收卷轴位于卸卷位置,纸芯筒套在收卷轴外面,收卷轴处于胀紧状态而与纸芯筒紧密结合在一起,膜卷卷绕在纸芯筒外面,收卷轴的左端与堵头插合在一起,收卷轴右端的轴承右半部分插入右侧收卷轴支架的轴承孔并压在该轴承孔的孔壁上;锁止气缸的活塞杆完全挺出,卡条嵌入轴承外表面的环形凹槽而将轴承的横向位置固定;左托轴滚轮、右托轴滚轮处于其竖向移动行程的低位而脱离收卷轴;运载小车位于纵向导轨的前端;运载小车上的顶面板处于其竖向移动行程的低位而脱离膜卷,运载小车上的两个压芯气缸的活塞杆完全收缩;料斗中储存有多根纸芯筒;料斗的上挡芯气缸的活塞杆缩回而退出矩形空腔;料斗的下挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,阻止料斗最下端的纸芯筒下掉;拔芯小车位于收卷轴的右侧,并且离开右侧收卷轴支架一段横向距离,拔芯小车上的两个钳夹块处于张开状态;
(2)开始卸卷,左滚轮竖向驱动机构驱动左托轴滚轮上升,右滚轮竖向驱动机构驱动右托轴滚轮上升,使左托轴滚轮和右托轴滚轮托住收卷轴的左右两端;运载小车上的顶面板竖向驱动机构驱动顶面板上升,使顶面板托住膜卷;之后,将收卷轴放气;接着接着,锁止气缸的活塞杆完全缩回,卡条从轴承外表面的环形凹槽的槽腔脱出;
(3)拔芯小车驱动机构驱动拔芯小车向左运动,拔芯小车移动到横向导轨的最左端,拔芯小车两个钳夹块的横向位置移动到收卷轴环形凸缘的左侧,接着,拔芯小车上的钳夹气缸将两个钳夹块合拢,两个钳夹块将收卷轴右端夹住;再接着,拔芯小车驱动机构驱动拔芯小车向右运动,拔芯小车的两个钳夹块拖动收卷轴向右移动,使收卷轴的左端部与堵头脱离,收卷轴的轴承也脱离右侧收卷轴支架的轴承孔,直至收卷轴的左端完全从纸芯筒抽出,且收卷轴的左端支撑在右托轴滚轮上;
(4)运载小车纵向驱动机构驱动运载小车向后运动,运载小车载着膜卷向后移动;当运载小车到达卸膜位置时,将膜卷从运载小车上取下来,完成卸卷;
(5)运载小车纵向驱动机构继续驱动运载小车向后运动到纵向导轨的后端,使运载小车的顶面板的V字形底部来到料斗出料口正下方;接着,料斗的上挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,阻止料斗下端倒数第二根的纸芯筒下掉;料斗的下挡芯气缸的活塞杆缩回而退出矩形空腔,料斗最下端的纸芯筒自然下掉到运载小车的顶面板上,并自动滚落到V字形顶面板的最底部;
(6)运载小车纵向驱动机构驱动运载小车向前运动到纵向导轨的前端,运载小车载着纸芯筒向前移动,直至纸芯筒的纵向位置与收卷轴的纵向位置相同;
(7)顶面板竖向驱动机构驱动顶面板和纸芯筒上升,直至纸芯筒的竖向位置与收卷轴的竖向位置相同;
(8)运载小车的两个压芯气缸的活塞杆完全伸出,两个压芯气缸的活塞杆锥尖部压在的纸芯筒上方,将纸芯筒按住;拔芯小车驱动机构驱动拔芯小车向左运动,拔芯小车的两个钳夹块夹着收卷轴右端,拔芯小车推动收卷轴向左移动,使收卷轴向左穿入纸芯筒,收卷轴的左端向左移动并越过左托轴滚轮,直至拔芯小车移动到横向导轨的最左端,收卷轴的左端与堵头重新插合在一起,收卷轴右端的轴承右半部分重新插入右侧收卷轴支架的轴承孔;在此收卷轴移动过程中,纸芯筒在压芯气缸的按压作用下保持不动;
(9)收卷轴向左移动到位后,运载小车的两个压芯气缸的活塞杆完全缩回,压芯气缸的活塞杆锥尖部缩入顶面板的下方;
(10)料斗的下挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,接着料斗的上挡芯气缸的活塞杆缩回而退出矩形空腔,料斗中的纸芯筒下移一段距离,直至下挡芯气缸的活塞杆接触到纸芯筒;拔芯小车上的钳夹气缸将两个钳夹块张开;拔芯小车驱动机构驱动拔芯小车向右移动一段距离;将收卷轴重新充气;锁止气缸的活塞杆重新挺出,卡条重新嵌入轴承外表面的环形凹槽;左滚轮竖向驱动机构驱动左托轴滚轮下降到低位,右滚轮竖向驱动机构驱动右托轴滚轮下降到低位,使左托轴滚轮和右托轴滚轮脱离收卷轴;顶面板竖向驱动机构驱动顶面板下降,使顶面板脱离纸芯筒;此后可开始另一轮的收卷,收卷完成后回到第(1)步骤的状态,如此不断循环。
《收卷设备的卸卷装置和卸卷方法》属于薄膜生产过程收卷技术领域,具体涉及一种收卷设备的卸卷装置和卸卷方法。
图1是《收卷设备的卸卷装置和卸卷方法》第一种具体实施例的主视结构及准备卸卷状态示意图。
图2是图1中局部放大示意图。
图3是图2中A局部放大示意图。
图4是图2中B局部放大示意图。
图5是收卷轴左端部与堵头的配合关系的立体示意图。
图6是收卷轴右端部的立体示意图。
图7是该发明第一种具体实施例的右视结构示意图。
图8是拔芯小车的立体示意图。
图9是图1中的左(右)托轴滚轮与收卷轴的侧视关系示意图。
图10是运载小车的立体示意图。
图11是图1中运载小车与膜卷的侧视关系示意图。
图12是图11中运载小车顶面板的局部放大示意图。
图13是图7中料斗的局部放大示意图。
图14是在准备卸卷时拔芯小车两个钳夹块张开时的状态示意图。
图15是该发明第二种具体实施例中的第(2)步骤的状态示意图。
图16是该发明第二种具体实施例中的第(2)步骤的托轴滚轮状态示意图。
图17是该发明第二种具体实施例中的第(2)步骤的运载小车向上托住膜卷的侧视示意图。
图18是该发明第二种具体实施例中的第(2)步骤中卡条从轴承外表面的环形凹槽的槽腔脱出的状态示意图。
图19是该发明第二种具体实施例中的第(3)步骤中拔芯小车向左运动到左端时的状态示意图。
图20是该发明第二种具体实施例中的第(3)步骤中两个钳夹块将收卷轴右端夹住的状态示意图。
图21是该发明第二种具体实施例中的第(3)步骤中收卷轴的左端完全从纸芯筒抽出后的状态示意图。
图22是该发明第二种具体实施例中的第(4)步骤中运载小车到达卸膜位置并卸走膜卷后的状态示意图。
图23是第二种具体实施例中的第(5)步骤的状态示意图。
图24是第二种具体实施例中的第(6)步骤的状态示意图。
图25是第二种具体实施例中的第(7)步骤的状态示意图。
图26是图25所示状态的正面视图。
图27是第二种具体实施例中的第(8)步骤中两个压芯气缸的活塞杆将纸芯筒按住的状态示意图。
图28是第二种具体实施例中的第(8)步骤中的收卷轴移动到左端的示意图。
图29是第二种具体实施例中的第(10)步骤中拔芯小车向右移动一段距离后的状态示意图。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
到七七投影城去看看投影幕布的选择技巧,关于你问的问题可以打电话咨询他们,或者找专门卖幕布的商家咨询,你还不如让人家直接给你安装了,一点都不会出问题。
卷发棒小卷使用方法: 1、将长发自然的披散在肩膀的两边,然后将卷发棒准备好(卷发棒购买的时候一定要质量好的,不然对头发伤害很大的)。 2、可以选择可以调节温度的卷发棒,然后将温度调节到200度的一档,...
1.首先是挑选卷发棒,选好一个19-25MM的卷发棒即可。 2.在清洁后秀发9分干或全干的状态下,喷上有滋养功效的免洗喷雾,为即将迎来造型任务的发丝营造一个良好状态。均匀喷洒后用梳子从发根至发梢轻梳秀...
《收卷设备的卸卷装置和卸卷方法》的目的在于克服上述缺点而提供及一种收卷设备的卸卷装置和卸卷方法,它能自动完成卸卷工序,自化程度高。
《收卷设备的卸卷装置和卸卷方法》其目的可以按以下方案实现:该收卷设备的卸卷装置包括气胀式的收卷轴,收卷轴的中心轴线沿横向延伸,收卷轴的左右两端安装在两侧收卷轴支架上,其中,位于左侧的收卷轴支架安装有能转动的堵头,堵头转动的中心轴线与收卷轴的中心轴线重叠,在左侧的收卷轴支架上还设有驱动该堵头转动的堵头驱动机构;收卷轴的左端部与堵头形成活动插接关系,插接的方向为收卷轴的轴向;且收卷轴的左端部与堵头两者分别形成有传递转动力矩的花键和键槽;收卷轴的右端部套设有轴承,轴承包括内圈和外圈,轴承内圈和收卷轴的右端部固定套紧在一起。
其主要特点在于,位于右侧的收卷轴支架设有圆形的轴承孔;轴承的右半部分松配合地插在轴承孔中,轴承的左半部分露出在轴承孔外面;在轴承外圈的外表面还形成有环形凹槽,环形凹槽露出在轴承孔左侧外面;在右侧的收卷轴支架上能转动地安装有卡条,卡条转动的中心轴线方向平行于收卷轴的轴向,还设有驱动卡条转动的锁止气缸,当锁止气缸的活塞杆完全挺出后,卡条嵌入轴承外表面的环形凹槽而将轴承的横向位置固定;在收卷轴的最右端还形成有环形凸缘,在右侧收卷轴支架的右方还设有横向延伸的横向导轨,在横向导轨上能横向移动地安装有拔芯小车,还设有驱动拔芯小车横向移动的拔芯小车驱动机构;拔芯小车的左侧面安装有成对配合的两个钳夹块,两个钳夹块的竖向位置与收卷轴最右端的环形凸缘的竖向位置相同,钳夹块的横向厚度小于收卷轴环形凸缘与右侧收卷轴支架之间的横向距离;拔芯小车上还设有驱动两个钳夹块合拢或张开的钳夹气缸。
在收卷轴下方还设有纵向延伸的纵向导轨,在纵向导轨上安装有能运载膜卷的运载小车,还设有驱动运载小车纵向移动的运载小车纵向驱动机构;运载小车上能竖向升降地安装有顶面板,在运载小车中还设有驱动顶面板竖向升降的顶面板竖向驱动机构;在收卷轴的左端部正下方设有能托住收卷轴的左托轴滚轮,左托轴滚轮位于左侧收卷轴支架的右方,还设有驱动左托轴滚轮竖向升降的左滚轮竖向驱动机构;在收卷轴的右端部正下方还设有能托住收卷轴的右托轴滚轮,右托轴滚轮位于右侧收卷轴支架的左方,还设有驱动右托轴滚轮竖向升降的右滚轮竖向驱动机构。
运载小车上的顶面板在纵向截面上呈前后两侧高而中间低的V字形;当运载小车移动到纵向导轨的前端时,顶面板V字形底部区域位于收卷轴的正下方;在顶面板的下方安装有两个用以压住纸芯筒的压芯气缸,两个压芯气缸的活塞杆组合形成为前后两侧低而中间高的八字形,每根活塞杆的端部形成为锥尖形状的锥尖部;在运载小车上的顶面板开设有供压芯气缸的活塞杆穿过的小孔;当压芯气缸的活塞杆完全收缩时,压芯气缸的活塞杆锥尖部位于顶面板的下方;当压芯气缸的活塞杆完全伸出时,压芯气缸的活塞杆锥尖部位于顶面板的上方,且两活塞杆锥尖部与运载小车上的顶面板之间的空间刚好能够紧配合地容纳一根位于V字形顶面板最底部的纸芯筒;在收卷轴的后方还设有用以储存纸芯筒的料斗;料斗前壁的底端部为一段竖直段,料斗后壁的底端部也为一段竖直段,料斗前壁底端部和料斗后壁底端部之间形成为矩形空腔,矩形空腔的底端形成料斗的出料口,矩形空腔的纵向尺寸能够且仅能够容纳一根纸芯筒,料斗前壁竖直段或料斗后壁竖直段安装有上挡芯气缸、下挡芯气缸,上挡芯气缸位于下挡芯气缸上方,上挡芯气缸的活塞杆与下挡芯气缸的活塞杆的竖向距离能够且仅能够容纳一根纸芯筒;当其中任意一个挡芯气缸的活塞杆完全伸出时,该活塞杆伸入到矩形空腔中而阻挡纸芯筒下掉;当其中任意一个挡芯气缸的活塞杆完全缩回时,该活塞杆退出矩形空腔;当运载小车移动到纵向导轨的后端时,顶面板V字形底部区域位于料斗出料口的正下方。
一种卸卷方法,其特征在于采用上述收卷设备的自动卸卷装置,依次包括以下步骤:
(1)准备卸卷时,收卷轴位于卸卷位置;纸芯筒套在收卷轴外面,收卷轴处于胀紧状态而与纸芯筒紧密结合在一起,膜卷卷绕在纸芯筒外面,收卷轴的左端与堵头插合在一起,收卷轴右端的轴承右半部分插入右侧收卷轴支架的轴承孔并压在该轴承孔的孔壁上;锁止气缸的活塞杆完全挺出,卡条嵌入轴承外表面的环形凹槽而将轴承的横向位置固定;左托轴滚轮、右托轴滚轮处于其竖向移动行程的低位而脱离收卷轴;运载小车位于纵向导轨的前端;运载小车上的顶面板处于其竖向移动行程的低位而脱离膜卷,运载小车上的两个压芯气缸的活塞杆完全收缩;料斗中储存有多根纸芯筒;料斗的上挡芯气缸的活塞杆缩回而退出矩形空腔;料斗的下挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,阻止料斗最下端的纸芯筒下掉;拔芯小车位于收卷轴的右侧,并且离开右侧收卷轴支架一段横向距离,拔芯小车上的两个钳夹块处于张开状态;
(2)开始卸卷,左滚轮竖向驱动机构驱动左托轴滚轮上升,右滚轮竖向驱动机构驱动右托轴滚轮上升,使左托轴滚轮和右托轴滚轮托住收卷轴的左右两端;运载小车上的顶面板竖向驱动机构驱动顶面板上升,使顶面板托住膜卷;之后,将收卷轴放气;接着,锁止气缸的活塞杆完全缩回,卡条从轴承外表面的环形凹槽的槽腔脱出;
(3)拔芯小车驱动机构驱动拔芯小车向左运动,拔芯小车移动到横向导轨的最左端,拔芯小车两个钳夹块的横向位置移动到收卷轴环形凸缘的左侧,接着,拔芯小车上的钳夹气缸将两个钳夹块合拢,两个钳夹块将收卷轴右端夹住;再接着,拔芯小车驱动机构驱动拔芯小车向右运动,拔芯小车的两个钳夹块拖动收卷轴向右移动,使收卷轴的左端部与堵头脱离,收卷轴的轴承也脱离右侧收卷轴支架的轴承孔,直至收卷轴的左端完全从纸芯筒抽出,且收卷轴的左端支撑在右托轴滚轮上;
(4)运载小车纵向驱动机构驱动运载小车向后运动,运载小车载着膜卷向后移动;当运载小车到达卸膜位置时,将膜卷从运载小车上取下来,完成卸卷;
(5)运载小车纵向驱动机构继续驱动运载小车向后运动到纵向导轨的后端,使运载小车的顶面板的V字形底部来到料斗出料口正下方;接着,料斗的上挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,阻止料斗下端倒数第二根的纸芯筒下掉;料斗的下挡芯气缸的活塞杆缩回而退出矩形空腔,料斗最下端的纸芯筒自然下掉到运载小车的顶面板上,并自动滚落到V字形顶面板的最底部;
(6)运载小车纵向驱动机构驱动运载小车向前运动到纵向导轨的前端,运载小车载着纸芯筒向前移动,直至纸芯筒的纵向位置与收卷轴的纵向位置相同;
(7)顶面板竖向驱动机构驱动顶面板和纸芯筒上升,直至纸芯筒的竖向位置与收卷轴的竖向位置相同;
(8)运载小车的两个压芯气缸的活塞杆完全伸出,两个压芯气缸的活塞杆锥尖部压在的纸芯筒上方,将纸芯筒按住;拔芯小车驱动机构驱动拔芯小车向左运动,拔芯小车的两个钳夹块夹着收卷轴右端,拔芯小车推动收卷轴向左移动,使收卷轴向左穿入纸芯筒,收卷轴的左端向左移动并越过左托轴滚轮,直至拔芯小车移动到横向导轨的最左端,收卷轴的左端与堵头重新插合在一起,收卷轴右端的轴承右半部分重新插入右侧收卷轴支架的轴承孔;在此收卷轴移动过程中,纸芯筒在压芯气缸的按压作用下保持不动,即避免受到向左移动的收卷轴的影响而意外向左移动;
(9)收卷轴向左移动到位后,运载小车的两个压芯气缸的活塞杆完全缩回,压芯气缸的活塞杆锥尖部缩入顶面板的下方;
(10)料斗的下挡芯气缸的活塞杆完全伸出而伸入料斗底部的矩形空腔,接着料斗的上挡芯气缸的活塞杆缩回而退出矩形空腔,料斗中的纸芯筒下移一段距离,直至下挡芯气缸的活塞杆接触到纸芯筒;拔芯小车上的钳夹气缸将两个钳夹块张开;拔芯小车驱动机构驱动拔芯小车向右移动一段距离;将收卷轴重新充气;锁止气缸的活塞杆重新挺出,卡条重新嵌入轴承外表面的环形凹槽;左滚轮竖向驱动机构驱动左托轴滚轮下降到低位,右滚轮竖向驱动机构驱动右托轴滚轮下降到低位,使左托轴滚轮和右托轴滚轮脱离收卷轴;顶面板竖向驱动机构驱动顶面板下降,使顶面板脱离纸芯筒;此后可开始另一轮的收卷,收卷完成后回到第(1)步骤的状态,如此不断循环。
《收卷设备的卸卷装置和卸卷方法》中,所谓“钳夹气缸”、“锁止气缸”、“压芯气缸”、“挡芯气缸”等气缸,在结构上都是一般的气缸,之所以命名不同,只是根据功能不同而进行命名,以便加以区分。该发明中,所谓横向,即左右方向;所谓纵向,即前后方向。
《收卷设备的卸卷装置和卸卷方法》具有以下优点和效果:
一、该发明能自动完成卸卷工序,并且还能完成上芯工序。自化程度高,减轻工人劳动强度,节省卸卷工序、上芯工序所耗费的时间;
二、结构简单巧妙,进而使设备制作容易。
三、在V字形顶面板的下方安装有两个用以压住纸芯筒的压芯气缸,两个压芯气缸的活塞杆组合形成为前后两侧低而中间高的八字形,每根活塞杆的端部形成为锥尖形状的锥尖部;这样,当两根压芯气缸的活塞杆向斜上方向伸出时,能够对位于V字形顶面板最底部的纸芯筒产生向下压力,即按住纸芯筒,避免纸芯筒受到向左移动的收卷轴的摩擦力影响而意外向左移动,使得在收卷轴穿入纸芯筒的过程中,纸芯筒的横向位置保持不变。
薄膜生产出来后需要由收卷设备卷取在纸芯筒周围而成为卷材。常用的纸芯筒的外径为96~110毫米。卷取过程中,纸芯筒套在收卷轴外面,利用收卷轴带动纸芯筒不停转动,从而不断将膜料卷取起来。当卷取达到设定长度、膜卷达到设定直径后,需要将膜卷(连同纸芯筒)从收卷轴上抽取出来,将膜卷搬运到指定位置,这个工序称为“卸卷”。卸卷完成后,需要将新的备用纸芯筒套上收卷轴,这个工序称为“上芯”。
收卷轴可以为气胀轴,当需要将纸芯筒套上收卷轴或从收卷轴上卸下时,可将气胀轴放气,以便于套上或卸下;当处于收卷状态时,可将气胀轴充气,从而将气胀轴胀开而紧密套在纸芯筒里面。
传统的卸卷和上芯过程主要依靠人工进行,自动化程度低,工人劳动强度大,耗费时间长。
实施例一
图1、图2、图3、图4、图5所示,该收卷设备的卸卷装置包括气胀式的收卷轴1,收卷轴的中心轴线沿横向延伸,收卷轴1的左右两端安装在两侧收卷轴支架11上,收卷轴支架11为转盘式收卷轴支架,可以安装两根收卷轴轮流收卷和卸卷;其中,位于左侧的收卷轴支架11安装有能转动的堵头12,堵头12转动的中心轴线与收卷轴1的中心轴线重叠,在左侧的收卷轴支架11上还设有驱动该堵头转动的堵头驱动机构;收卷轴1的左端部与堵头12形成活动插接关系,插接的方向为收卷轴1的轴向,且收卷轴1的左端部形成有传递转动力矩的花键141,堵头12形成有传递转动力矩的键槽142,花键141和键槽142配合;收卷轴1的右端部套设有轴承,轴承包括内圈151和外圈152,轴承内圈151和收卷轴1的右端部固定套紧在一起,位于右侧的收卷轴支架11设有圆形的轴承孔16(图21所示),轴承的右半部分松配合地插在轴承孔16中,轴承的左半部分露出在轴承孔1左侧外面;在轴承外圈152的左半部分的外表面还形成有环形凹槽17,环形凹槽17露出在轴承孔16左侧外面;在右侧的收卷轴支架11上能转动地安装有卡条18,卡条18的转轴180中心线方向平行于收卷轴1的轴向,还设有驱动卡条18转动的锁止气缸19,当锁止气缸19的活塞杆完全挺出后,卡条18嵌入轴承外表面的环形凹槽17而将轴承的横向位置固定;在收卷轴1的最右端还形成有环形凸缘10;在右侧收卷轴支架11的右方还设有横向延伸的横向导轨21,在横向导轨21上能横向移动地安装有拔芯小车2,还设有驱动拔芯小车2横向移动的拔芯小车驱动机构;图8、图14、图20所示,拔芯小车2的左侧面安装有成对配合的两个钳夹块22,两个钳夹块22的竖向位置与收卷轴最右端的环形凸缘10的竖向位置相同,钳夹块22的横向厚度小于收卷轴环形凸缘10与右侧收卷轴支架11之间的横向距离;拔芯小车2上还设有驱动两个钳夹块22合拢或张开的钳夹气缸23。
图10、图11、图20所示,在收卷轴1下方还设有纵向延伸的纵向导轨31,在纵向导轨31上安装有能运载膜卷的运载小车3,还设有驱动运载小车3纵向移动的运载小车纵向驱动机构;运载小车3上能竖向升降地安装有顶面板32,在运载小车3中还设有驱动顶面板32竖向升降的顶面板竖向驱动机构;
图1、图9所示,在收卷轴1的左端部正下方设有能托住收卷轴的左托轴滚轮41,左托轴滚轮41位于左侧收卷轴支架11的右方,还设有驱动左托轴滚轮竖向升降的左滚轮竖向驱动机构;在收卷轴的右端部正下方还设有能托住收卷轴的右托轴滚轮42,右托轴滚轮42位于右侧收卷轴支架11的左方,还设有驱动右托轴滚轮竖向升降的右滚轮竖向驱动机构。
图10、图11、图12所示,运载小车上的顶面板32在纵向截面上呈前后两侧高而中间低的V字形;当运载小车3移动到纵向导轨31的前端时,顶面板32的V字形底部区域位于收卷轴1的正下方;在顶面板32的下方安装有两个用以压住纸芯筒8的压芯气缸5,两个压芯气缸5的活塞杆51组合形成为前后两侧低而中间高的八字形,每根活塞杆51的端部形成为锥尖形状的锥尖部510;在运载小车上的顶面板32开设有供压芯气缸的活塞杆穿过的小孔50;当压芯气缸的活塞杆51完全收缩时,压芯气缸的活塞杆51锥尖部510位于顶面板32的下方;图27所示,当压芯气缸的活塞杆完全伸出时,压芯气缸的活塞杆锥尖部510位于顶面板32的上方,且两活塞杆锥尖部510与运载小车上的顶面板之间的空间刚好能够紧配合地容纳一根位于V字形顶面板最底部的纸芯筒;
图11、图13所示,在收卷轴1的后方还设有用以储存纸芯筒的料斗6;料斗前壁的底端部61为一段竖直段,料斗后壁的底端部62也为一段竖直段,料斗前壁底端部61和料斗后壁底端部62之间形成为矩形空腔63,矩形空腔63的底端形成料斗的出料口68,矩形空腔63的纵向尺寸能够且仅能够容纳一根纸芯筒,料斗前壁竖直段61安装有上挡芯气缸64、下挡芯气缸66,上挡芯气缸64位于下挡芯气缸66上方,上挡芯气缸的活塞杆65与下挡芯气缸的活塞杆67的竖向距离能够且仅能够容纳一根纸芯筒8;当其中任意一个挡芯气缸的活塞杆完全伸出时,该活塞杆伸入到矩形空腔63中而阻挡纸芯筒下掉;当其中任意一个挡芯气缸的活塞杆完全缩回时,该活塞杆退出矩形空腔63;图23所示,当运载小车3移动到纵向导轨31的后端时,顶面板32的V字形底部区域位于料斗出料口68的正下方。
上述实施例一中,上挡芯气缸64、下挡芯气缸66也可改为安装在料斗后壁竖直段62。
实施例二
一种自动卸卷上芯方法,采用实施例一的收卷设备的自动卸卷装置,依次包括以下步骤:
(1)图1、图2、图3、图4、图5所示,准备卸卷时,收卷轴1位于卸卷位置(在图1、图2、图6、图7、图15、图18、图19、图21、图26中,有上下两根收卷轴,其中处于卸卷状态的是下方的一根收卷轴);纸芯筒8套在收卷轴外面,收卷轴1处于充气胀紧状态而与纸芯筒8紧密结合在一起,膜卷80卷绕在纸芯筒8外面,收卷轴1的左端与堵头12插合在一起,堵头12的的花键141嵌入收卷轴1左端键槽142,收卷轴1右端的轴承右半部分插入右侧收卷轴支架的轴承孔16并压在该轴承孔的孔壁上;锁止气缸19的活塞杆完全挺出,卡条18嵌入轴承外表面的环形凹槽17而将轴承的横向位置固定;左托轴滚轮41、右托轴滚轮42处于其竖向移动行程的低位而脱离收卷轴1;运载小车3位于纵向导轨31的前端,运载小车上的顶面板32处于其竖向移动行程的低位而脱离膜卷80,如图7、图11、12、图13所示,运载小车上的两个压芯气缸的活塞杆51完全收缩;料斗中储存有多根纸芯筒8;料斗的上挡芯气缸64的活塞杆65缩回而退出矩形空腔63;料斗的下挡芯气缸66的活塞杆67完全伸出而伸入料斗底部的矩形空腔63,阻止料斗最下端的纸芯筒8下掉;拔芯小车2位于收卷轴1的右侧,并且离开右侧收卷轴支架11一段横向距离,拔芯小车2上的两个钳夹块22处于前后张开状态,如图14所示;
(2)开始卸卷,左滚轮竖向驱动机构驱动左托轴滚轮41上升,右滚轮竖向驱动机构驱动右托轴滚轮42上升,使左托轴滚轮41和右托轴滚轮42托住收卷轴1的左右两端;运载小车上的顶面板竖向驱动机构驱动顶面板32上升,使顶面板32托住膜卷80,如图16、图15、图17所示;之后,将收卷轴1放气,锁止气缸19的活塞杆完全缩回,卡条18从轴承外表面的环形凹槽17的槽腔脱出,如图18中的下部分所示;
(3)拔芯小车驱动机构驱动拔芯小车2向左运动,拔芯小车2移动到横向导轨21的最左端,如图19所示,拔芯小车的两个钳夹块22的横向位置移动到收卷轴环形凸缘10的左侧,接着,拔芯小车上的钳夹气缸23将两个钳夹块22前后合拢,两个钳夹块22将收卷轴1右端夹住,如图20所示;再接着,拔芯小车驱动机构驱动拔芯小车2向右运动,拔芯小车2的两个钳夹块22拖动收卷轴1向右移动,使收卷轴1的左端部与堵头12脱离,收卷轴的轴承也脱离右侧收卷轴支架11的轴承孔16,直至收卷轴1的左端完全从纸芯筒8抽出,且收卷轴1的左端支撑在右托轴滚轮42上,如图21所示;
(4)运载小车纵向驱动机构驱动运载小车3向后运动,运载小车3载着膜卷80向后移动;当运载小车3到达卸膜位置(运载小车3的卸膜位置可以根据场地需要设定)时,将膜卷80从运载小车3上取下来,完成卸卷,如图22所示;
(5)运载小车纵向驱动机构继续驱动运载小车3向后运动到纵向导轨31的后端,使运载小车的顶面板32的V字形底部来到料斗出料口68正下方,如图23所示;接着,料斗的上挡芯气缸的活塞杆65完全伸出而伸入料斗底部的矩形空腔63,阻止料斗下端倒数第二根的纸芯筒8下掉;料斗的下挡芯气缸的活塞杆67缩回而退出矩形空腔,料斗最下端的纸芯筒自然下掉到运载小车的顶面板32上,并自动滚落到V字形顶面板32的最底部,如图23所示;
(6)运载小车纵向驱动机构驱动运载小车3向前运动到纵向导轨31的前端,运载小车3载着纸芯筒8向前移动,直至纸芯筒8的纵向位置与收卷轴1的纵向位置相同,如图24所示;
(7)顶面板竖向驱动机构驱动顶面板32和纸芯筒8上升,直至纸芯筒8竖向位置与收卷轴1的竖向位置相同,如图25、26所示;
(8)运载小车的两个压芯气缸的活塞杆51完全伸出,两个压芯气缸的活塞杆锥尖部压在的纸芯筒8上方,将纸芯筒8按住,如图26、27所示;拔芯小车驱动机构驱动拔芯小车2向左运动,拔芯小车的两个钳夹块22夹着收卷轴1右端,拔芯小车2推动收卷轴1向左移动,使收卷轴1向左穿入纸芯筒8,收卷轴1的左端向左移动并越过左托轴滚轮41,直至拔芯小车2移动到横向导轨21的最左端,收卷轴1的左端与堵头12重新插合在一起,堵头12的花键141重新嵌入收卷轴1左端键槽142,收卷轴右端的轴承右半部分重新插入右侧收卷轴支架11的轴承孔16,如图28所示;在此推动收卷轴的过程中,纸芯筒8在两根压芯气缸活塞杆51的按压作用下保持不动,即避免受到向左移动的收卷轴1的搓动而意外向左移动;
(9)收卷轴1向左移动到位后,运载小车3的两个压芯气缸的活塞杆51完全缩回,压芯气缸的活塞杆51锥尖部510缩入顶面板32的下方,恢复到图12所示状态;
(10)料斗的下挡芯气缸的活塞杆67完全伸出而伸入料斗底部的矩形空腔63,接着料斗的上挡芯气缸的活塞杆67缩回而退出矩形空腔53,料斗中的各纸芯筒下移一段距离,直至下挡芯气缸的活塞杆接触到纸芯筒,恢复到图13所示状态;拔芯小车上的钳夹气缸23将两个钳夹块22前后张开,恢复到图14所示状态;拔芯小车驱动机构驱动拔芯小车2向右移动一段距离,如图29所示,也相当于恢复到图1所示状态;将收卷轴1重新充气而使其胀紧纸芯筒8;锁止气缸19的活塞杆重新挺出,卡条18重新嵌入轴承外表面的环形凹槽17,恢复到图6、图7所示状态;左滚轮竖向驱动机构驱动左托轴滚轮41下降到低位,右滚轮竖向驱动机构驱动右托轴滚轮42下降到低位,使左托轴滚轮41和右托轴滚轮42脱离收卷轴1;顶面板竖向驱动机构驱动顶面板32下降,使顶面板32脱离纸芯筒8;恢复到图1、图2、图3、图4、图9所示状态,此后可开始另一轮的收卷,收卷过程中,堵头驱动机构带动堵头12转动,堵头通过花键141和键槽142带动收卷轴1转动,收卷轴1带动纸芯筒8转动,对塑料膜进行卷取而实施正常收卷;收卷完成后,可以准备卸卷,回到第(1)步的状态,如此不断循环。
2020年7月14日,《收卷设备的卸卷装置和卸卷方法》获得第二十一届中国专利奖优秀奖。
不锈钢卷料卷纸、卸纸装置设计
不锈钢卷料卷纸、卸纸装置设计
为了防止不锈钢卷料层与层间发生划伤,将衬纸随钢板一起卷制在钢卷内,开卷时衬纸随着卷板料的连续打开而卷起。文中介绍了卷纸、卸纸装置的设计方法和具体结构。
下面为大家介绍一下永磁除铁器的卸铁方法
永磁除铁器是以高剩磁、高矫顽力的稀土磁性材料钕铁硼和铁氧体组成磁源,以形成强力磁场,用来吸除铁磁性杂物,整机不通电,无能耗。永磁除铁器按卸铁方式可分为自动卸铁、人工卸铁、手动卸铁等。
1、手动式永磁除铁器。手动式永磁除铁器卸铁时采用摇手把利用刮板将铁件刮到磁场外的方式进行除铁,但一般还不能用于有较大铁件的场合。
2、人工卸铁式永磁除铁器。在所有除铁器中最为简单,价格低,占用空间位置小,制造安装维修方便。按照配置方式大致可分为两种,即悬挂固定式和底部固定式。悬挂固定板式除铁器适于安装在胶带输料皮带机的上方,而底部固定板式除铁器适于装在下料斗或溜槽的下方。这种类型的除铁设备适于含铁杂质较小、较少的场合,而且输送料流厚度最好不超过 100 mm。该设备工作时,夹杂铁物直接被吸引在磁力板上,需进行定期人工卸铁,较为费力。
3、带式永磁除铁器。带式永磁除铁器特点是自动卸铁,磁场恒定,无冷热态变化,故障点少,在 1200 mm 带宽以下应用较普遍。由于目前磁屏蔽技术发展还不过关,所以给制造、运输、安装、操作、维修均带来不少麻烦。例如大块铁被吸上磁箱存在着既有可能抛不掉,从而夹死皮带烧毁电机的问题。同时又难以清除,并有可能对磁块造成损坏,因而在大规格的应用上受到一定的限制。
金牛区汐禹五金经营部是:生产磁棒、磁力架、电磁除铁器、强磁除铁器、管道式除铁器、抽屉式除铁器、磁滚筒、金属探测仪、等计量及自动控制设备一体化专业机构。我们集科研、开发、设计、生产安装、调试为一体,其产品广泛应用于冶金、电力、煤炭、矿山、造纸、食品、化工建材、耐火材料、砖瓦、水泥、玻璃等行业,产品畅销国内三十多个省市、自治区.
卸灰器又称卸料器(星型卸料器、关风机、卸灰阀、排灰阀)是除尘设备排灰、关风和其它设备给料的主要设备。适用于粉状物料和颗粒状物料 。

指甲上blingbling的钻石饰品固然好看,但是卸钻却让很多新手美甲师犯了难,不是卸的慢让客人失去了耐心 就是手法不对或力度掌控不到位伤害了客人的本甲。今天咖咖就通过视频和图文双重解说来教大家如何完美卸钻,往下看吧~
图文卸钻教程

1.选择饰品专用剪刀卸饰品,卸钻的时候要先从“角”下手。瞄准一个薄弱的角落,用剪刀嘴一点一点轻轻剪开,直至完全剪除干净,不要追求一次就剪掉饰品,这样很有可能用力过猛,伤到本甲。剪饰品期间要时刻留意客人的感受,是否缩手、或表现出吃痛的样子,作为参考判断自己有没有触及本甲。

2卸甲水很难透过饰品胶作用于甲面,因此在卸除了甲面的饰品之后,要将甲面的光疗胶和饰品胶清理干净。选择粗砂条抛去甲面的残胶,是安全又高效的方法。注意:砂条打磨至色胶层就不要再打磨了,否则很容易损伤甲面。

3用卸甲包将指甲包住5~10分钟后,取下卸甲包。注意时间的把控,时间不宜过长,否则会造成指甲变软,抵抗力下降。

4用钢推将已软化的色胶由上往下轻轻刮掉,并将覆盖在甲面以及后援的指皮都推干净。
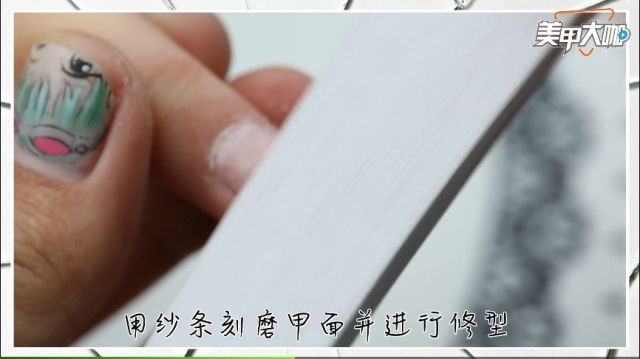
5用细砂条刻磨甲面并进行修型。细砂条颗粒较小,摩擦力度更为温和。砂条刻磨甲面时力度要轻,呈横向单向打磨,切记不要来回打磨,否则容易造成客人指甲过薄,抵抗力下降。只要稍加打磨至甲面平整即可。
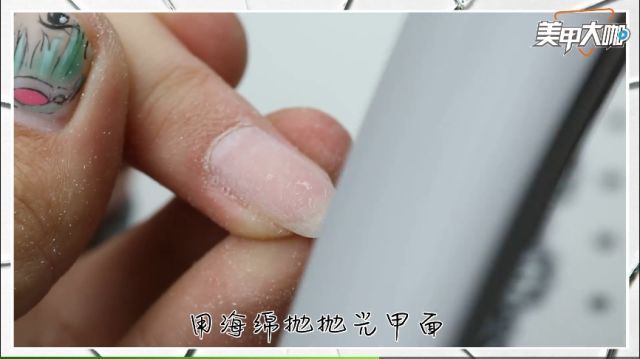
6用海绵抛轻轻抛光甲面,依然呈横向单向进行抛光,直至甲面没有反光点为止。

7清扫甲面浮尘

8用指皮剪剪指甲后缘指皮去除。剪死皮不能用整个刀刃剪,而是用刀尖一点一点顺着指缘的线条形状慢慢剪。人的手指是有弧度的,而刀口是一条直线,如果直接用刀刃剪死皮,容易伤及指缘的皮肤;同时容易剪不干净,形成锯齿状刀口,产生倒刺。

9用棉布蘸取95%的酒精擦拭甲面进行消毒清洁。使用95%的酒精浓度较高,清洁性强。可有效避免由于消毒不到位引起的不必要的感染及后患。

10整甲涂抹底胶加固封层,封层要薄而均匀地涂磨两遍。涂抹步骤,从上至下先涂抹中间,再涂抹两边。同时不要忘了每次涂磨时都要包一次边以防止前缘起翘。

11在指缘四周涂抹指缘油(营养油)并按摩至吸收,以促进指缘养分吸收,防止倒刺再生。
12完成
视频卸钻教程
完美的一整套卸甲流程,宝宝们学会了吗?喜欢的话别忘了点赞留言哦~