数控车轮车床文献

 数控车轮车床的自动对刀与轮对直径测量装置
数控车轮车床的自动对刀与轮对直径测量装置
数控车轮车床的自动对刀与轮对直径测量装置
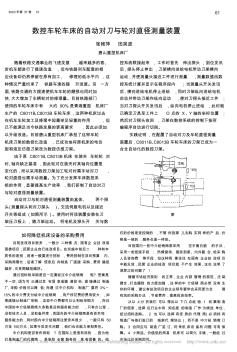
数控车轮车床的自动对刀与轮对直径测量装置 张艳萍 田英波 唐山重型机床厂 随着铁路交通事业的飞速发展 ,越来越多的客、 货机车都进行了提速改造 , 但与铁路列车配套的相 应设备却仍然停留在原有加工、 修理的低水平内 , 这 种情况严重约束了 铁路车速的提 升进度。另 一方 面,铁路交通的大提速使机车车轮的磨损也同时加 快,大大增加了车辆轮对的修理量。目前铁路部门 使用的车轮车床中有 大约 90%是青海重型 机床厂 生产的 C8011B、C8013B车轮车床 , 这两种机床过去 在机车车轮加工及修理中起着举足轻重的作用 , 但 已不能满足当今铁路发展的更高要求 , 因此必须加 以升级改造。目前唐山重型机床厂承担了这种车轮 机床刀架的数控化改造 , 已成功地将原机床的电仿 型和液压仿型刀架改为数控仿型刀架。 由于原 C8011B、C8013B机床 在装夹 车轮轮 对 时,轴向缺乏基准 ,因此轮
 数控车床实习报告
数控车床实习报告
数控车床实习报告
数控车床实习报告 前 言 机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。 普通机床经经历了近两百年的历史。 随着电子技术、 计算机技术及自动化, 精密 机械与测量等技术的发展与综合应用, 生产了机电一体化的新型机床一一数控机 床。数控机床一经使用就显示出了它独特的优越性和强大生命力, 使原来不能解 决的许多问题,找到了科学解决的途径。 数控车床是数字程序控制车床的简称, 它集通用性好的万能型车床、 加工精度高 的精密型车床和加工效率高的专用型车床的特点于一身, 是国内使用量最大, 覆 盖面最广的一种数控机床, 也是是一种通过数字信息, 控制机床按给定的运动轨 迹,进行自动加工的机电一体化的加工装备, 经过半个世纪的发展, 数控机床已 是现代制造业的重要标志之一, 在我国制造业中,数控机床的应用也越来越广泛, 是一个企业综合实力的体现。 实 习 报 告 正 文 自从走进
