数控机床动态精度文献

 数控机床论文
数控机床论文
数控机床论文
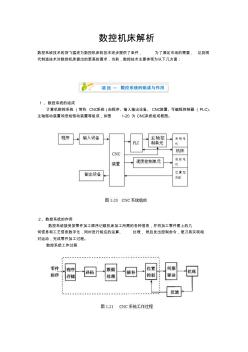
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
 数控机床外文翻译
数控机床外文翻译
数控机床外文翻译
江汉大学机建学院 2011年毕业论文 ----------- 外文翻译 姓名:薛斯林 学号: 016507202906 第 1页 毕业设计(论文)外文翻译 题目 C620普通车床数控改造总体方案设计 专 业 名 称 机械设计制造及其自动化 班 级 学 号 09031322 学 生 姓 名 吴皇勇 指 导 教 师 赵学海 填 表 日 期 2013 年 2 月 25 日 江汉大学机建学院 2011年毕业论文 ----------- 外文翻译 姓名:薛斯林 学号: 016507202906 第 2页 The Numerical Control Engine Bed Transforms Harvey B.M ackey First numerical control system development summary brief history and tendency In 1