首先参见图1所示的《数控机床故障智能考核设备》的数控机床故障智能考核设备的配置图。《数控机床故障智能考核设备》的数控机床故障智能考核设备,包括:一个教师计算机1、交换机2、多个学生机3、多个故障生成器4和数控机床电路5,其中教师计算机通过以太网和交换机2与各个学生机3进行通信,向学生机3下发故障指令数据和接收学生机3上发的考核结果数据。
具体而言,教师计算机1与学生计算机3之间的通信是通过以太网的TCP/IP来实现的,学生计算机3与故障生成器4通过RS232通信来实现数据交换。教师计算机1以字符串的形式将试卷的内容、答案、评分标准传送给学生计算机3。学生计算机3从接收到的字符串中提取试卷的内容、答案、评分标准并把它们存在内存中:学生计算机3把某一道试题内容转成8个字节的二进制,再在8个字节前加一个字节的协议内容F7,最后将这9个字节发送给故障生成器4;在学生计算机3上输入此题的答案,若答案与教师计算机1发过来的答案相同,则发送解除此故障的命令(F7加上8个字节全为0)给故障生成器4;考试完毕时,学生计算机3进行评分,并把评分结果以字符串的形式发给教师计算机1。教师计算机1对接收过来的字符串进行处理,并把结果存放在数据库里。
故障生成器4接收学生计算机发送的故障号码,然后将译码为控制继电器矩阵字节(由I2C地址/数据字节组成),合成该故障编号所附加的干扰信号的地址/数据字节,经过I2C总线,将合成数据阵列传送到故障生成硬件的I2C总线,生成硬件故障及接通该故障应该具备的干扰方波。
此外,故障生成器4随时自动监视故障生成硬件的印制线路板的元件的损坏情况,在显示器进行提示。也可以不通过学生计算机3直接用键盘输入故障编号,直接生成硬件故障,提高故障生成器的自我调试能力,便于生产。
另外,评分标准是数控车床排除故障是一个复杂的过程,因此《数控机床故障智能考核设备》实行三层评分标准。把答案及评分标准分成区间A、区间B、区间C三层:A区间、B区间、C区间每层答对都要给分,每题得分就是三层区间得分的总和;任意一个区间答错是否要倒扣分和答错次数是否要扣分完全由老师决定。例如步进X轴CP /CP-脉冲驱动器内部发生短路故障。故障现象是步进X轴不能进给。应该答区间A,X轴步进驱动器XPG,应该答区间B,CP /CP-应该答区间C,为短路。
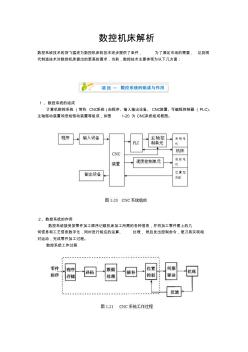
下面结合图2所示的《数控机床故障智能考核设备》的数控机床故障智能考核设备的故障生成器的电路方框图,详细说明《数控机床故障智能考核设备》的故障生成器4的结构。
每个故障生成器4接收相应的学生计算机发送的故障指令数据(故障编号),并产生相应的真实故障数据发送给数控机床电路5。
每个故障生成器4包括:
接收学生机发送的故障指令数据的接收电路41;
将故障指令数据译码为控制继电器矩阵字节的译码电路43;该译码电路43还根据学生机发送的相应故障指令数据生成相应的干扰信号地址字节。学生机发送的某些故障指令数据中包含串入干扰信号的指令(也就是,某些故障号的故障包括串入干扰信号),因此译码电路43还生成干扰信号地址字节,这实际上也是通过对故障号的译码完成的;
产生干扰信号的干扰信号信号产生电路45;
把继电器矩阵字节和干扰信号的地址/数据合成为数据阵列的合成电路44;以及
根据合成的数据阵列生成包括串入与干扰信号地址相对应的干扰信号的故障生成装置48。
所述故障生成装置48包括:根据合成的数据阵列控制多个继电器切换动作的控制装置,其中,所述控制装置是I2C总线。
其中,所述故障生成器4还包括发送正确/错误代码的识别电路42,用于判断学生机3发送的故障指令数据是否有效。
其中,所述故障生成器4还包括数据处理电路46,用于控制识别电路42判断学生机发送的故障指令数据是否有效,以及将所述合成数据阵列转送给所述故障生成装置48。
其中,所述故障生成器4还包括发送正确/错误代码的识别电路42,用于判断学生机3发送的故障指令数据是否有效。尽管在图2所示的实施例中,识别电路42是与数据处理电路分离设置的,但是也可以将识别电路42并入数据处理电路46中,使数据处理电路46同时具有判断学生机3发送的故障指令数据是否有效的功能,从而省略识别电路42。稍后将详细说明并入识别电路42的识别功能的数据处理电路46。
其中,所述故障生成器4还包括检查印刷电路板的元件损坏情况的印刷电路板自检电路49。
其中,所述干扰信号产生电路45是方波信号产生器。
其中,所述干扰信号产生电路45生成六种不同频率方波信号的生成器。
下面,通过举例来进一步说明《数控机床故障智能考核设备》的故障生成器4的工作原理。需要说明的是,该举例仅仅用于理解《数控机床故障智能考核设备》,而不是对《数控机床故障智能考核设备》的限制,该领域的普通技术人员也可以根据该举例采用其它的类似方式实施故障生成器,例如可以采用其它的编码格式发送故障指令数据,和采用其它的解码格式对故障指令数据进行解码。
该实例的故障生成器4的接收电路41接收学生计算机3发送的有效数据故障编号,该故障编号的字节串的数据格式如图3所示。
《数控机床故障智能考核设备》可以有64个故障编号格式,如图4所示,其中数据DATA1的D7至D0代表64至57号故障;数据DATA2的D7至D0代表56至49号故障;数据DATA3的D7至D0代表48至41号故障;数据DATA4的D7至D0代表40至33号故障;数据DATA5的D7至D0代表32至25号故障;数据DATA6的D7至D0代表24至17号故障;数据DATA7的D7至D0代表16至9号故障;数据DATA7的D7至D0代表8至1号故障。
Dx位编号格式:Dx=1表示故障存在,Dx=0表示故障不存在。
采用单片机异步通讯硬件,中断方式判别引导字符是否正确,正确的接收下八字节,不正确的则放弃接收;接收的八字符,经过三次数据校对一致的,存入内存。
译码电路43定时地提取内存中故障八字节,逐位(共64位代表64个故障)判别是1或0。是1的表示有故障译码,则译码为该故障的继电器矩阵数据字节(包括I2C地址/数据)
即形成760701H 000000H存入内存。
将故障指令数据译码为控制继电器矩阵字节的译码电路。
具体分析为二步进行:
第一步是故障指令数据译码为具体要动作的继电器种类,在软件上说是继电器的元件代码。
例如图9所示,要表现四种故障,在故障指令数据为DATA1~DATA3=00HDATA4=20HDATA5~DATA8=00H,称为G38号故障,它体现出“真部件XS20插座部件”传输到“真部件XS20输出端子部件”的Y10→Y10″、Y05→Y05″出现线路交叉错位,即出现Y10→Y05″、Y05→Y10″它通过继电器元件软件各称为P40P1、P40P2、P40P3、P40P4的动作来实现这一步的软件译码过程,实质上是一种查表程序,在G38的表位置上放置P40P1、P40P2、P40P3、P40P4的名称。
由故障G1~G64组成一个矩阵元件名称表,译码的第一步将矩阵元件名称表中的字符串代码查讯出来,放入内存指定位置上,它反映出故障编号和故障现象的关系,故障编号和故障现象关系如不变,即使印制线路板的硬件发生变化,这一段译码过程也不会改变。
第二步译码过程是将文件名称表的字符串代码逐个地找出它在I2C总线中的地址/数据位置,具体设计为P40P1→74H/0001H,P40P2→74H/0002H,P40P3→74H/0004H,P40P4→74H/0008H,它反映出元件的软件名称和印制线路板的硬件的相互关系,改变印制线路板的硬件结构,就要改变这种关系式。
如果采用相同的印制线路板硬件,即使不同类型的数控机床,不同型号的数控设备,它的这一步译码的关系式保持不变。
74H/0002H中74H表示是I2C硬件SAA1064型号的器材地址,该器材地址为7XH,0002H是SAA1064型号硬件的I/O口位置。
74H/0001H和74H/0002H、74H/0004H、74H/0008H合并成74H/000FH数据处理器(单片机)连续发送74H00H0FH三个字节到I2C数据总线上,74H地址的I2C硬件器材,将自动接收数据00H0FH,在硬件器材上的0001HI/O口、0002HI/O口、0004HI/O、0008HI/O口,呈现高电平,使相应位置上的继电器产生吸合动作,完成故障现象的硬件表现。
以上是故障指令数据译码为继电器矩阵的译码过程,而干扰信号的译码过程和以上的方法相似,但由于是由I2C器材中另一类型硬件PCF8574器材地址为4XH组成。同时干扰信号种类(六种)的选择,由4XH地址构成,而在具体故障位置的直接串入/间接串入是由7XH地址构成,所以合成数据阵列就形成如图10中G54号故障带干扰信号的数据阵列为76H07H01H4AH08H00H,同样道理单片机将76H07H01H4AH08H00H发送到I2C总线上,76H地址的I2C硬件接收07H01H数据,4AH地址的I2C硬件接收08H00H数据,使之相应的I/O口出现高电平,完成故障的硬件设定任务。
干扰信号生成器45产生多种模拟的真实机床外来干扰信号,这些外来干扰信号多种多样,有电磁干扰,继电器动作火花干扰、空间干扰等。
《数控机床故障智能考核设备》主要模拟六种常见的干扰形式,干扰信号幅度可以调节。
所产生的干扰信号可以是如图5所示断续干扰信号,数秒钟时间产生几次干扰信号,干扰信号脉冲宽度40μs~0.5毫秒。也可以是图6所示的连续干扰信号。
干扰信号的串入可以采用图7a所示的直接串入和图7b所示的屏蔽层串入两钟形式串入数控机床的相应端子。
合成电路44将控制继电器矩阵的地址/数据和必须的干扰信号的地址/数据合成故障控制阵列。根据干扰信号的地址/数据,使干扰信号产生电路45输出相应的干扰信号,并把合成故障控制阵列经由处理电路46送入故障生成装置48,使其产生相应的故障。
例如,上例中54号故障,产生对数控机床步进Y轴的CP /CP-工作信号的连续干扰信号。该干扰信号为频率(2毫秒)=500千赫兹方波信号经过地址4AH数据
| D7 |
D6 |
D5 |
D4 |
D3 |
D2 |
D1 |
D0 |
| 0 |
0 |
0 |
0 |
1 |
0 |
0 |
0 |
直接串入,则合成故障控制阵列变为760701H4A0800H。原工作信号CP /CP-随Y轴步进的进给速度的变化而频率变化,但合成后的工作信号,一种是强干扰信号抑制原工作信号,仅是干扰信号,另一种就变成频率不相等的方波信号,使Y轴进给时快时慢,并发生失步工作,加工精度达不到要求。图8示出了合成后的信号波形。
数据处理器46进行以下工作:
一、数据处理:
1、与故障生成有关的数据处理:①定时接受学生机通过异步通讯发来的故障编号,进行数据的校正、检查、译码合成故障控制阵列的字符串代码存入内存。校正、检查过程:把第一次接收的八个有效故障编号的数据存入第一内存位置,第二次接收的八个字节和内存中第一次接收的字节进行比较,全部正确的,存入第二内存位置。如有一个字节不正确的,则将第二次接收的八个字节存入第一内存位置,也就是取消第一次接收数据。第三次接收的八个字节和第一内存位置的八个字节比较,相等的再和第二内存的八个字节比较,相等的,放入有效的故障编号的内存位置,表示接收字节有效。什么位置不相等的,就存入该位置,即取消原位置的数据。
这样可以排除学生机发送数据过程和故障生成器接收过程的出现部分错误。
②异步通讯时,和教师计算机约定一份试卷可以有多到64个题目,但每一个题目只有一个故障编号,即:“1号”故障~“64号”故障其中的一个。所以数据处理将有效的接收字节,进行检查。只有一个“1”其余都是“0”或者全是“0”的为正确的接收字节进行译码,合成等工作。否则改写第一内存、第二内存、有效内存数据全为“00H”。
③定时发送数据校正、检查的结果,是正确的发送“7FH”、“AAH”。是错误的发送“7FH”、“55H”信息。与学生计算机保持联系。另起一行以上组成判断学生机发送的故障指令数据是否有效的过程。
④定时发送故障控制阵列的字符串给九块印制线路板上的I2C硬件器材,生成学生机送来的故障编号的故障内容。
2、与故障生成无关的辅助数据处理
根据键盘输入,数据处理后显示在数码管。
①例键盘输入自检64个故障的故障现象,数码管出现“Gou-00”时,用加1键或减1键,使数据管显示“Gou-01”……“Gou-64”,在“Gou-××”,故障生成器自动生成××号的硬件故障,方便故障生成器的故障调试和维修。
②例键盘输入九块印刷板的手动监视情况,数据处理后一块板一块板地,显示有否硬件问题。
③例为检查学生机发送过来的故障编号,输入键盘后,数码管分两次连续显示“××××14”、“××××58”,前一个六字节表示DATA1~DATA4的段码和“14”表示DATA1~DATA4位置。后一个六字节表示DATA5~DATA8的段码和“58”表示DATA5~DATA8位置。段码表示a、b、c、d、e、f、g、h八段的每一个DATA的D0~D7的0/1,0不显示该段码。1显示该段码。
二、在故障自动生成过程中,要定时监视印制线路板返回信号,由于I2C总线是数据处理器和I2C硬件器材的相互发送/接收过程,有发送,无应答。会造成I2C总线的等待状况,或者称“死机”。所以必须首先检查印制线路板的I2C器材是否杆入或是否完好,所以未插入或不完好,则数据处理器就不发送其硬件的数据,这在调试过程中,由于是一块板的调试,经常会出现的现象,因此设计三条I/O口的发送和三条I/O口的接收,三条I/O口组成8位数据0~6数字,代表主机板和其余的七块板印制板/一块无号板相互数据交换,主机发送“000”二进制代码时,0号印制板就会自动将硬件的状态用三条I/O口组成的代码“0~7”返回主机,当0号板返回“000”表示无故障,“001”~“111”表示7种故障状态。2005年6月前仅提供2种故障状态,“111”表示0号板未安装,接收三条I/O口出现初始状态的数据“001”表示0号板I2C器材,地址错误。主机发送“001”代码1号板返回“001”代码,表示无故障,返回“010”表示I2C器材地址错误……,代码6号板返回“110”表示无故障,返回“000”表示I2C器材地址错误。而印制线路板的发送/接收是由硬件电路组成的。
以上就是自监信号的发送/接收电路的基本工作过程。
三、定时改表六种干扰信号输出管脚的高电平/低电平,形成六种干扰脉冲波形。由于干扰脉冲大多数为高频火花形成断续脉冲和低频的连续脉冲构成。三种断续脉冲和三种连续脉冲波形图如图5、图6所示。
故障生成装置48:由于数控铣床系统有九块印制线路板组成,板内采用I2C集成总线和自监控集成和继电器矩阵等硬件组成.一般来说,故障生成装置48由I2C总线和I2C总线控制的多个继电器(80个)组成,其中I2C总线根据数据处理电路46发出的合成数据阵列控制与其连接的相应继电器工作,从而产生数控机床相应端子的开路/短路/交叉故障,并把干扰信号串入数控机床的相应端子。此《数控机床故障智能考核设备》将常见的数控铣床故障的短路、开路、交叉现象,分解为系统内各个端子之间的关系,形成端点和端点之间的短路,端点之间的开路及端点串入干扰信号的短接。由于分解为最小的端点常闭/常开,采用继电器的常闭/常开触头组合而成,所以几乎所有的故障都可以形成,而且继电器可以被不同的故障编号重复使用,构成最省继电器的矩阵排列形式。
数控铣床的常见故障,大多数发生系统的部件内部损坏状态。该设备在不改变原部件内部硬件的基础上,设计真/假部件的方法将系统部件内部故障演示出来,而且假部件的所有端点都开放给学生,可以用万能表在线测试,可以用示波器在线测量(真实的数控铣床在处于工作状态是难以在线测量)。
例如,如图9所示,系统的数控HNM的PLC输出端子XS20杆座故障情况:
①Y10内部开路:P40P1继电器动作;
②Y10和Y05外部交叉:P40P2、P40P3、P40P4、P40P5继电器动作;
③Y10和Y05外部短路:P40P3、P40P4、P40P1、P40P6继电器动作;
④Y05内部开路:P40P6继电器动作。
例如,如图10所示,系统的数控HNM的步进输出XS31杆座
故障情况:①CP /CP-外部开路:P52P9、P51P1
②CP /CP-内部开路:P62P10、P62P11
③CP /CP-内部短路:P62P10、P62P11、P62P2
④CP /CP-内部干扰:P62P10、P62P11、P62P9、P61P1、P20P4
⑤CP /CP-外部干扰:P62P9、P61P1、P20P4

 数控机床论文
数控机床论文
 数控机床常见故障的诊断维修与机床保养探讨
数控机床常见故障的诊断维修与机床保养探讨