数控机床主要特征规格的选择文献

 数控机床论文
数控机床论文
数控机床论文
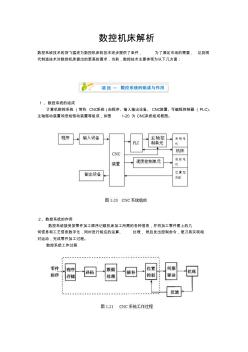
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
 数控机床的改造及应用
数控机床的改造及应用
数控机床的改造及应用
我国在改革开放初期因相关技术落后、加工工艺水平较低,无法通过国内企业生产条件满足快速发展的加工行业的需求,曾大量引进国外高档数控机床。但时至今日,这些高档机床已经严重老化了,故障频发无法满足我国生产加工行业日益提高的要求,但这些高档机床如果进行改造,花费较少的费用就能继续为企业服务取得明显的经济效益,文章对我国数控机床的改造情况做了简要分析,并对如何将数控机床进行改造进行了详细阐述,这会对我国现阶段数控机床改造具有一定的指导意义。