数控维修电工实用技能
《数控维修电工实用技能》是2008年中国电力出版社出版的图书,作者是周晓宏。
-
选择特殊符号
选择搜索类型
请输入搜索
《数控维修电工实用技能》是2008年中国电力出版社出版的图书,作者是周晓宏。
前言
项目一 电工测量仪表的使用
任务一 用兆欧表测量绝缘电阻
任务二 实训:用万用表测试二极管和三极管
任务三 运用电桥测量电阻、电感和电容
任务四 示波器的使用与维护
任务五 晶体管图示仪的使用与维护
项目二 线路与低压电器检修
任务一 动力线路的维护与检修
任务二 常用低压电器的检修
项目三 电动机的拆装、维护与检修
任务一 三相异步电动机的拆装和检修
任务二 直流电动机的拆装与检修
任务三 伺服电动机的使用与维护
任务四 交磁电机扩大机的拆装与维修
项目四 实用电子技术的应用
任务一 晶闸管直流调速系统的调试
任务二 晶闸管变频装置的工作原理及故障排除
任务三 西门子MMV/MDV变频器的操作
任务四 实训:寄存器的应用
任务五 实训:触发器的功能测试与应用
项目五 数控机床电气控制线路图的识图与分析
任务一 TKl640数控车床电气控制电路的分析
任务二 DK7732数控线切割机床电气控制电路的分析
任务三 西门子SIN840C控制系统的读图与分析
项目六 数控机床电气控制线路图的测绘
任务一 测绘XSK5040型数控铣床的电气图
任务二 测绘ZK7132型立式数控钻铣床电气控制系统
项目七 数控机床电气故障的检修
任务一 数控机床电气控制电路故障检查方法
任务二 数控机床电气故障的诊断步骤与诊断方法
任务三 数控机床电气控制电路的常见故障及处理方法
任务四 龙门刨床V5系统的常见电气故障及排除
项目八 数控系统的故障处理和日常维护
任务一 数控系统硬件故障的处理
任务二 数控系统硬件的更换
任务三 数控系统的软件故障及处理
任务四 利用机床参数维修数控系统
任务五 数控系统的日常维护
项目九 数控机床伺服系统的故障诊断与维护
任务一 主轴伺服系统的故障诊断与维护
任务二 进给伺服系统的故障诊断
项目十 数控机床PLC的故障诊断与维修
任务一 数控机床屏幕上的PMC界面与操作
任务二 数控机床PLC的故障诊断
项目十一 数控机床的操作
任务一 FANUC系统数控车床的操作
任务二 西门子系统数控铣床的操作
项目十二 数控机床的安装与调试
任务一 数控机床的安装
任务二 数控机床的调试
参考文献
出版时间: 2008-08-01
版 次: 1
页 数: 207
装 帧: 平装
开 本: 16开
所属分类: 图书>>其它分类
一、技能描述的书写方法:1.最重要的技能列在最前边,然后按轻重次序排列。2.简历中不要使用简语。3.避免使用代词--我、我的、他、她、他们、她们的等。4.特殊情况时,应(1)如果你在某单位担任过多种职...
在开头处一般要概述基本情况,把要总结的工作的背景、时间、地点、经过及有关条件交代清楚,也要把主要成绩、经验、问题提出来。
你好,这两种工种原来是一个工种,是近些年才分开的。从工种分,维修电工侧重于维护、用电、控制回路范围,主要对于已经存在的、出现故障的电器线路和设备恢复原状,使之正常运行。电工主要包括设计、变电、输电、配...

 维修电工国家职业技能标准(2009)
维修电工国家职业技能标准(2009)
维修电工国家职业技能标准(2009)
维修电工国家职业技能标准 (2009 年修订) 1. 职业概况 1.1 职业名称 维修电工。 1.2 职业定义 从事机械设备和电气系统线路及器件等的安装、调试与维护、修理的人员。 1.3 职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、 高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。 1.4 职业环境 室内,室外,常温 1.5 职业能力特征 具有一定的学习、理解、观察、判断、推理和计算能力,手指、手臂灵活,动作协调。 1.6 基本文化程度 初中毕业。 1.7 培训要求 1.7.1 培训要求 全日制职业学校教育,根据其培养目标和教学计划确定。晋级培训期限:初级不少于 400 标准学时;中级不少于 400标准学时;高级不少于 400标准学时;技师不少于 300 标准学时; 高级技师不少于 300 标准学时。 1.7.
 《维修电工》技能竞赛操作试题
《维修电工》技能竞赛操作试题
《维修电工》技能竞赛操作试题
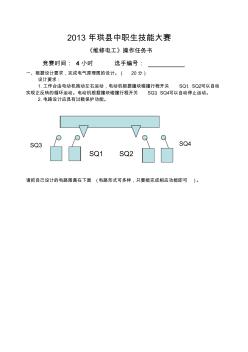
2013 年珙县中职生技能大赛 《维修电工》操作任务书 竞赛时间: 4 小时 选手编号: 一、根据设计要求,完成电气原理图的设计。( 20分) 设计要求: 1.工作台由电动机拖动左右运动,电动机根据撞块碰撞行程开关 SQ1、SQ2可以自动 实现正反转的循环运动。电动机根据撞块碰撞行程开关 SQ3、SQ4可以自动停止运动。 2.电路设计应具有过载保护功能。 请把自己设计的电路图画在下面 (电路形式可多样,只要能完成相应功能即可 )。 SQ2 SQ4 SQ1 SQ3 二、根据下列电气原理图,选择元件安装、接线、调试。( 60分) L1 L2 L3 KM1 KM2 FR SB2 SB3 SB1 KM1 KM2 KM1 KH U V W KM2 KM1 SQ1 SQ3 SQ2 SQ4 KM2SQ1 SQ2 SQ3 SQ4 FU1 FU2QS M 3~ TV 初级380V,次级110V 三、
《电工实用技能》根据中等职业学校电气控制与维修专业理论实践一体化课程教学大纲,参照国家职业标准编写。《电工实用技能》既可作为中等职业学校电气控制与维修专业教材,也可作为成人高校或职业技术学院相关专业的教材,还可供有关技术人员参考和使用。
如何维修剪板机的数控系统,数控系统故障维修状况。现今随着电子技术和自动化技术的发展,液压剪板机数控的技术其应用也越来越广泛。以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。而数控维修技术不仅是保障正常运行的前提,也对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控12x3200液压摆式剪板机都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。任何部分的故障与失效,都会使机床停机,从而造成生产停顿。因而对数控系统这样原理复杂、结构精密的装置进行维修就显得十分必要了。尤其对引进的CNC机床,大多花费了几十万到上千万美元。在许多行业中,这些设备均处于关键的工作岗位,若在出现故障后不及时维修排除故障,就会造成较大的经济损失。
12x3200液压摆式剪板机的数控系统,我们现有的维修状况和水平,与国外进口设备的设计与制造技术水平还存在很大的差距。造成差距的原因在于:人员素质较差,缺乏数字测试分析手段,在数域和数域与频域综合方面的测试分析技术等还是有待提高的。
在使用12x2500液压闸式剪板机时会遇到很多的问题,最常遇到的也就是液压剪板机的刀片间隙的调整问题,如果间隙过小的话,会直接使得板料的断裂部分挤坏,并增加剪切力,导致机床损坏加大。如果12x2500液压闸式剪板机的刀片间隙过大,则又会使板料在剪切处发生变形,形成较大的毛刺。所以说,在使用液压剪板机剪切板块之前,需要对其进行调整,才能使剪板机的加工精度更高。
剪板机上下剪刃的间隙根据所剪切材料厚度不同需调整至不同的间隙,一般以材料厚度的10%为间隙,松开下剪刃座的固定螺丝,拧动正面的调节螺丝调整间隙,用塞尺检查间隙值。更换剪刀时如果间隙不一致(直线度不好),可通过加减垫片方式调整,必要时可将上下剪刃座大修(用龙门刨床重新加工),保证剪刃座的直线度。
所以用户在使用12x2500液压闸式剪板机之前,必须根据材料的种类及厚薄程度,对间隙进行适当调整。工作台上装有挡块(在两端面),调节螺钉拧在挡块内。旋转螺钉就使工作台前后移动。这样就可调节下刀片与上刀片的间隙。工作台移动量可从装在立柱上的指示机构指示出读数。间隙在整个刀片长度卜各不一致,一般在中问间隙较小,两端间隙较大。
近期也有很多遇到这种问题,公司在多方面的考虑,解决这一问题,公司也设计制造出一种间隙调整系统,具体我们就来简单介绍下其组成:包括机架、液压缸、滑块、上万向节、U型叉轴、下万向节、上刀架、上刀片、下刀片、垂直导轨、垂直滑块、横向导轨、横向滑块、纵向电动推杆和电动推杆驱动控制系统。这种新型结构合理,降低了12x2500大型液压闸式剪板机的重量,降低了机械结构和控制系统的复杂性,降低了制造成本,更有利于实现大型液压闸式剪板机的数字化和智能化控制。
以上内容由:www.jsntdy.com 剪板机提供
本文章摘东重数控机床有限公司

数控系统故障的维修实例:
数控系统是数控铣床系统的关键部位,它的硬件包括中央处理器、总线、存储器、输入/输出接口、手动输入/显示器、位置控制器与速度控制单元以及可编程序控制器等。数控系统都有很完善的自诊断能力,其数控系统故障种类多,下面分析一下具体实例。
1、回零不正确
为了解决这个问题,要分析一下数控铣床坐标系的回零原理。分析回零过程,我们就可以对回零撞块、限位开关等进行仔细的检查。经检查发现由于撞块的右边斜面粘了一个切屑,因此限位开关的滚轮只能平移一段距离后在闭合,这样建立的零点栅格点也有所移动,从而造成零点偏差。
还有一个数控系统故障,某轴回零操作后一直正向运动,没有减速过程,直至运动到压上限位开关,产生超限位报警。最后经故障诊断检查发现是是零点开关的电源线断了,使PLC得不到零点的变化信号而没有产生减速信号。对零点开关重新接线后故障排除。
2.数控系统无法显示
数控铣床开机后系统电源指示灯不亮,且数控系统故障显示器无显示。该类故障涉及面较广,在排除故障前,必须要对数控系统故障的硬件结构非常熟悉。可以从下面几个方面考虑:
1.亮度检查。检查显示器的亮度及对比度调节旋钮位置是否正常。
2.电缆连接检查。检查与显示器有关的视频信号电缆连接是否正常。
3.电压检查。检查显示器输入单元电压是否正常。
4.确定故障位置。显示器无显示,但CNC数控机床却能正常执行手动或自动操作,说明系统控制部分正常进行插补运算及伺服控制,故障存在与显示部分或CRT控制部分。
5.检查视频输入信号。
6.主控制系统检查。如显示器无显示,且机床不能动作,则数控系统故障很可能发生在数控系统的主控系统。
7.显示器检查。
3、数控系统能显示但无动作及报警
首先要判断故障是发生在机械部分还是CNC部分,可利用自诊断功能检查接口信号。
4、进给速度报警
是由光栅编码器接受信号弱引起的。在进给速度较快时,信号幅度明显减小,不易接受。