数控维修电工实用技能目录文献

 维修电工国家职业技能标准(2009)
维修电工国家职业技能标准(2009)
维修电工国家职业技能标准(2009)
维修电工国家职业技能标准 (2009 年修订) 1. 职业概况 1.1 职业名称 维修电工。 1.2 职业定义 从事机械设备和电气系统线路及器件等的安装、调试与维护、修理的人员。 1.3 职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、 高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。 1.4 职业环境 室内,室外,常温 1.5 职业能力特征 具有一定的学习、理解、观察、判断、推理和计算能力,手指、手臂灵活,动作协调。 1.6 基本文化程度 初中毕业。 1.7 培训要求 1.7.1 培训要求 全日制职业学校教育,根据其培养目标和教学计划确定。晋级培训期限:初级不少于 400 标准学时;中级不少于 400标准学时;高级不少于 400标准学时;技师不少于 300 标准学时; 高级技师不少于 300 标准学时。 1.7.
 《维修电工》技能竞赛操作试题
《维修电工》技能竞赛操作试题
《维修电工》技能竞赛操作试题
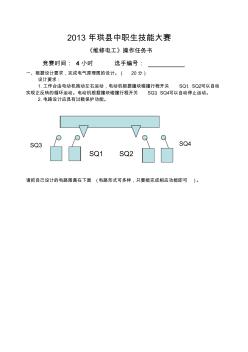
2013 年珙县中职生技能大赛 《维修电工》操作任务书 竞赛时间: 4 小时 选手编号: 一、根据设计要求,完成电气原理图的设计。( 20分) 设计要求: 1.工作台由电动机拖动左右运动,电动机根据撞块碰撞行程开关 SQ1、SQ2可以自动 实现正反转的循环运动。电动机根据撞块碰撞行程开关 SQ3、SQ4可以自动停止运动。 2.电路设计应具有过载保护功能。 请把自己设计的电路图画在下面 (电路形式可多样,只要能完成相应功能即可 )。 SQ2 SQ4 SQ1 SQ3 二、根据下列电气原理图,选择元件安装、接线、调试。( 60分) L1 L2 L3 KM1 KM2 FR SB2 SB3 SB1 KM1 KM2 KM1 KH U V W KM2 KM1 SQ1 SQ3 SQ2 SQ4 KM2SQ1 SQ2 SQ3 SQ4 FU1 FU2QS M 3~ TV 初级380V,次级110V 三、
