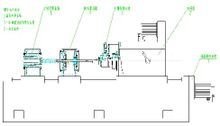
深孔钻镗床
根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。深孔钻镗床
深孔钻镗床加工工艺要求
深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是最大钻孔深度。
为了满足深孔加工的工艺要求,深孔钻镗床应具备下列条件:
1)保证钻杆支架(其上有钻杆支承套)、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。
2)无级调节进给运动速度。
3)足够压力、流量和洁净的切削液系统。
4)具有安全控制指示装置,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。
5)刀具导向系统。深孔钻头在钻入工件前靠刀具导向保证刀头准确位置,导向套紧靠在工件端面。
深孔枪钻
车床改枪钻
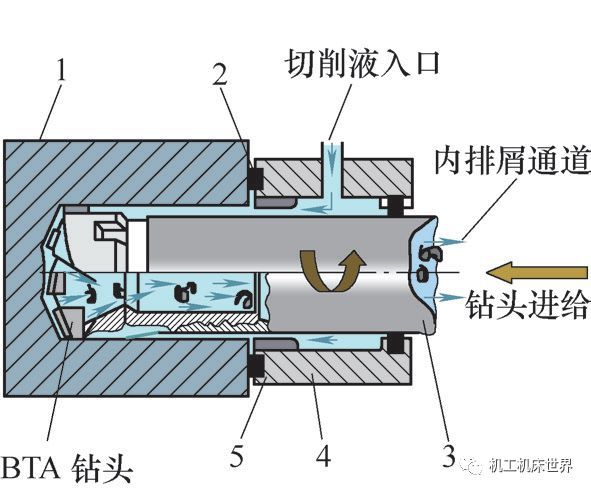
1:枪钻机床的工作原理
1:枪钻工艺特点 采用特制的枪钻钻头,用外排屑的工艺进行深孔钻削。
如图:
外排屑的工艺是钻孔时的导向套顶紧工件,既起导向作用,又有防止高压冷却液泄漏,高压强力的冷却液从特制的钻头内孔进入,直达切削刃,一、起着冷却润滑的作用,二、将钻屑由钻头的导屑槽冲出。采用枪钻可以获得精密的加工效果,加工出来的孔位置精确,直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于特殊深孔,比如交叉孔,盲孔及平底盲孔等也能很好的解决。
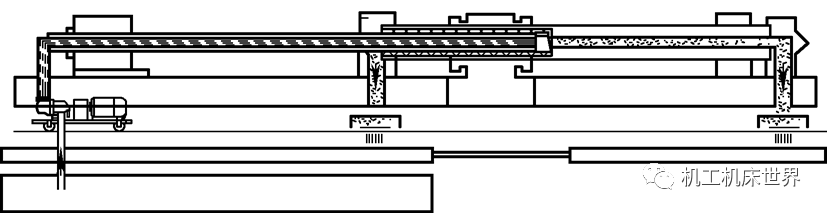
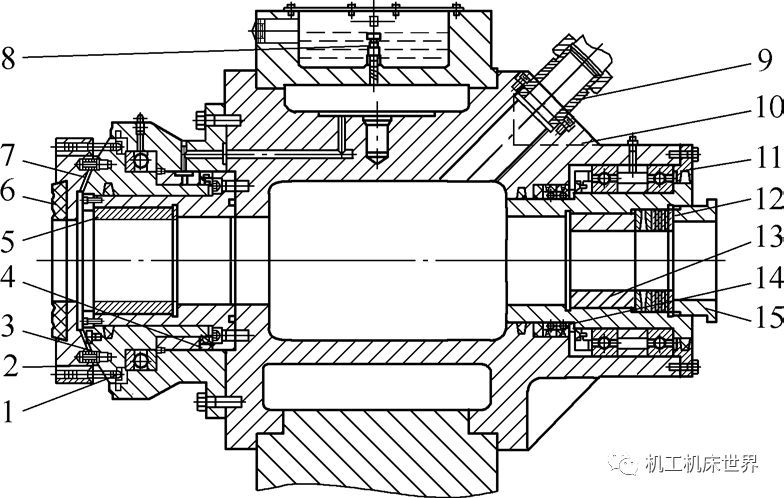
2:枪钻机床的基本结构
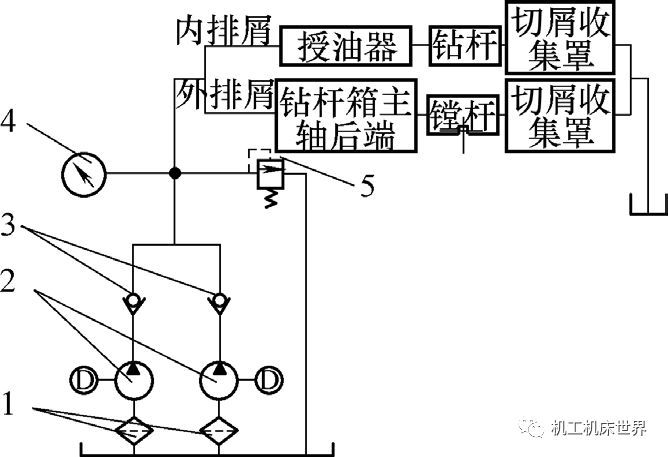
枪钻是由床体、主轴箱、集屑器、授油器、钻杆箱、工件支架、钻杆支架、进给系统、高压冷却系统、数控电气系统、液压系统组成。
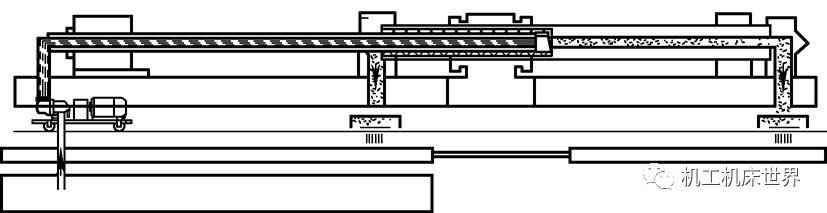
3:枪钻机床的工作原理
被加工的工件由主轴箱和集屑器的锥顶盘顶紧,钻头由钻杆箱带动高速旋转实现切削运动,伺服电机带动滚珠丝杠推动钻杆箱实现进给运动,授油器将高压冷却油由钻头的尾部注入,从钻头的内孔直达工件的切削部位,钻屑由冷却液沿钻头的导屑槽冲到集屑器,进入集屑斗,冷却液经滤纸和磁过滤后回到油箱继续使用。
-