散装电容剪脚机故障排除文献

 塔机故障排除手册
塔机故障排除手册
塔机故障排除手册
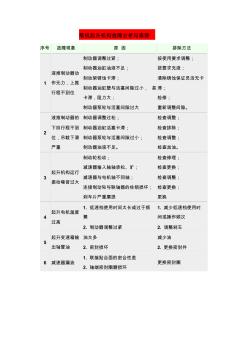
塔机起升机构故障分析与排除 序号 故障现象 原 因 排除方法 1 液推制动器动 作无力,上推 行程不到位 制动器调整过紧; 制动器油缸油液不足; 制动架锈蚀卡滞; 制动器油缸壁与活塞间隙过小, 易 卡滞,阻力大; 制动器泵轮与活塞间隙过大 按使用要求调整; 按要求充液; 清除锈蚀保证灵活无卡 滞; 检修; 重新调整间隙。 2 液推制动器的 下回行程不到 位,吊载下滑 严重 制动器调整过松; 制动器油缸活塞卡滞; 制动器泵轮与活塞间隙过小; 制动器油液不足。 检查调整; 检查排除; 检查调整; 检查加油。 3 起升机构运行 振动噪音过大 制动轮松动; 减速器输入轴轴承松、旷; 减速器与电机轴不同轴; 连接制动轮与联轴器的柱销损坏; 刹车片严重磨损 检查修理; 检查更换; 检查调整; 检查更换; 更换 4 起升电机温度 过高 1. 低速档使用时间太长或过于频 繁 2. 制动器调整过紧
 《机床电气故障排除》
《机床电气故障排除》
《机床电气故障排除》
马鞍山技师学院 (马鞍山高级技工学校) 电气自动化 设备安装与维修 《机床电气故障排除》 课程标准 马鞍山技师学院 (马鞍山高级技工学校) 电气自动化 设备安装与维修 《机床电气故障排除》 课程标准 一、课程名称 课程中文名称:《机床电路故障分析与检修》 课程英文名称:《Machine circuit fault analysis and maintenance 》 二、课程简介 《机床电路故障分析与检修》课程是中等职业学校电气维修类专业的一门集专业理 论与技能训练于一体的课程。在本教材中更新传统教学模式,充分发挥学生为主体,促 使学生掌握生产设备维修技术。 培养具有一定的电气识图能力,对电动机、低压配电电器具有一定的认识能力,通 过综合学习、最终能够进行机床常见故障的维修,理论联系实际和分析解决一般技术问 题的能力达到国家职业技能鉴定的中、高级技术水平的要求。 本课程是理论、实训合一的课