TBT深孔枪钻简介文献

 枪钻加工渗碳钢20Cr深孔时断屑性能的改进
枪钻加工渗碳钢20Cr深孔时断屑性能的改进
枪钻加工渗碳钢20Cr深孔时断屑性能的改进
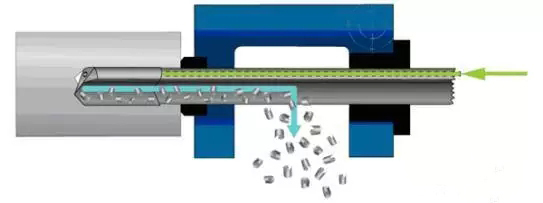
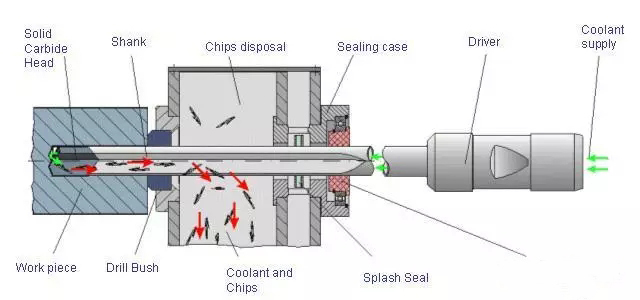
在渗碳20Cr上加工细长孔时存在的主要问题是:散热困难和排屑不通畅。在分析了实际加工条件和被加工材料的特点后,优化了原有几何参数。经过在该材料上大量加工细长孔后,设计出一种新型枪钻。经试验验证:能够改善散热并使得切屑顺利排出,刀具寿命也因此延长了两倍。本文介绍了试验过程以及加工过程中对渗碳20Cr钻削断屑机理的进一步分析。
焊接硬质合金枪钻钻削45钢的力学模型研究
焊接硬质合金枪钻钻削45钢的力学模型研究
研究了硬质合金枪钻钻削45钢的力学模型。通过对硬质合金枪钻主切削刃、导向支撑面、间隙面上的受力进行积分,借鉴特殊的能量模型并考虑了枪钻的几何结构参数、切削参数及工件的材料性能,建立了枪钻的力学模型。切削实验数据显示,枪钻所受力和力矩会随着切削进给的增加以及切削速度的降低而增加。