陶瓷坯体管自动切割线技术指标文献

 陶瓷砖试验技术指标统计
陶瓷砖试验技术指标统计
陶瓷砖试验技术指标统计
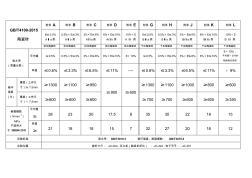
GB/T4100-2015 陶瓷砖 附录 A 附录 B 附录 C 附录 D 附录 E 附录 G 附录 H 附录 J 附录 K 附录 L E≤ 0.5% AⅠa类 0.5%<E≤3% AⅠb 类 3%<E≤6% AⅡa类 6%<E≤10% AⅡb 类 10%<E A Ⅲ 类 E≤0.5% BⅠa类 0.5%<E≤3% BⅠb 类 3%<E≤6% BⅡa类 6%<E≤10% BⅡb 类 10%<E B Ⅲ 类 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 吸水率 (质量分数) 平均值 ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10% ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10%, 平均值> 20%时 制造商应说明 单值 ≤0.6% ≤3.
