退刀槽尺寸注法文献

 槽钢尺寸表 (2)
槽钢尺寸表 (2)
槽钢尺寸表 (2)
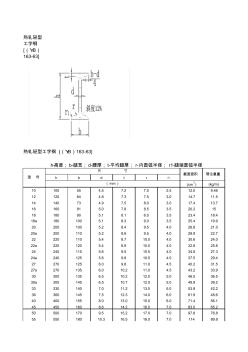
热轧轻型 工字钢 [(YB) 163-63] h b d t r r1 (cm 2 ) (kg/m) 10 100 55 4.5 7.2 7.0 2.5 12.0 9.46 12 120 64 4.8 7.3 7.5 3.0 14.7 11.5 14 140 73 4.9 7.5 8.0 3.0 17.4 13.7 16 160 81 5.0 7.8 8.5 3.5 20.2 15 18 180 90 5.1 8.1 6.0 3.5 23.4 18.4 18a 180 100 5.1 8.3 9.0 3.5 25.4 19.9 20 200 100 5.2 8.4 9.5 4.0 26.8 21.0 20a 200 110 5.2 8.6 9.5 4.0 28.9 22.7 22 220 110 5.4 8.7 10.0 4.0 30.6 24.0 22a 220 120 5.4 8.9
 槽钢标准尺寸
槽钢标准尺寸
槽钢标准尺寸
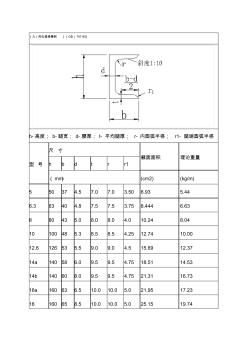
(九)热轧普通槽钢 [ (GB) 707-65] h-高度; b-腿宽; d- 腰厚; t- 平均腿厚; r- 内圆弧半径; r1- 腿端圆弧半径 型 号 尺 寸 截面面积 理论重量 h b d t r r1 (mm) (cm2) (kg/m) 5 50 37 4.5 7.0 7.0 3.50 6.93 5.44 6.3 63 40 4.8 7.5 7.5 3.75 8.444 6.63 8 80 43 5.0 8.0 8.0 4.0 10.24 8.04 10 100 48 5.3 8.5 8.5 4.25 12.74 10.00 12.6 126 53 5.5 9.0 9.0 4.5 15.69 12.37 14a 140 58 6.0 9.5 9.5 4.75 18.51 14.53 14b 140 60 8.0 9.5 9.5 4.75 21.31 16.73 1