选择特殊符号
选择搜索类型
请输入搜索

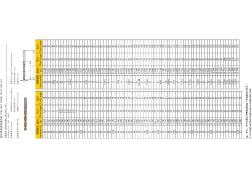
相当于普通的加长型麻花钻,特长型的更加长,长度从100mm逐步往1000mm加长。有一下几个常规的特长规格:
100mm 200mm 250mm 300mm 400mm 450mm 500mm 550mm 600mm 700mm 800mm 900mm 1000mm。2100433B
相当于普通的加长型麻花钻,特长型的更加长,长度从100mm逐步往1000mm加长。有一下几个常规的特长规格:
100mm 200mm 250mm 300mm 400mm 450mm 500mm 550mm 600mm 700mm 800mm 900mm 1000mm。
普通螺纹M7为第二系列,不常用,其粗牙螺纹的螺距根据国标为1mm,因此,螺纹底孔约为6mm,实际上应该是:底孔直径=7-1.06p,其中p为螺距,计算后得5.94mm,用6mm钻头钻底孔,差不了太多。...
哪都有卖的,小五金店都有。不过需要取决于你用来钻什么孔,会有不同的钻头;
价格:¥0.60 ,国产上工牌麻花钻头,钻头,这里云集了众多的供应商,采购商,制造商。这是批发国产上工牌麻花钻头的详细页面。品牌:Shanggong/上工,哈工牌麻花钻质量非常...
相对于普通的加长麻花钻,特长麻花钻的长度从100mm逐步增加到1000mm。
直柄加特长麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。 钻头材料一般为高速工具钢或硬质合金。

锥柄特长麻花钻:通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。 螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。标准麻花钻的切削部分顶角为118,横刃斜角为40°~60°,后角为8°~20°。由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。为了改善麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形。